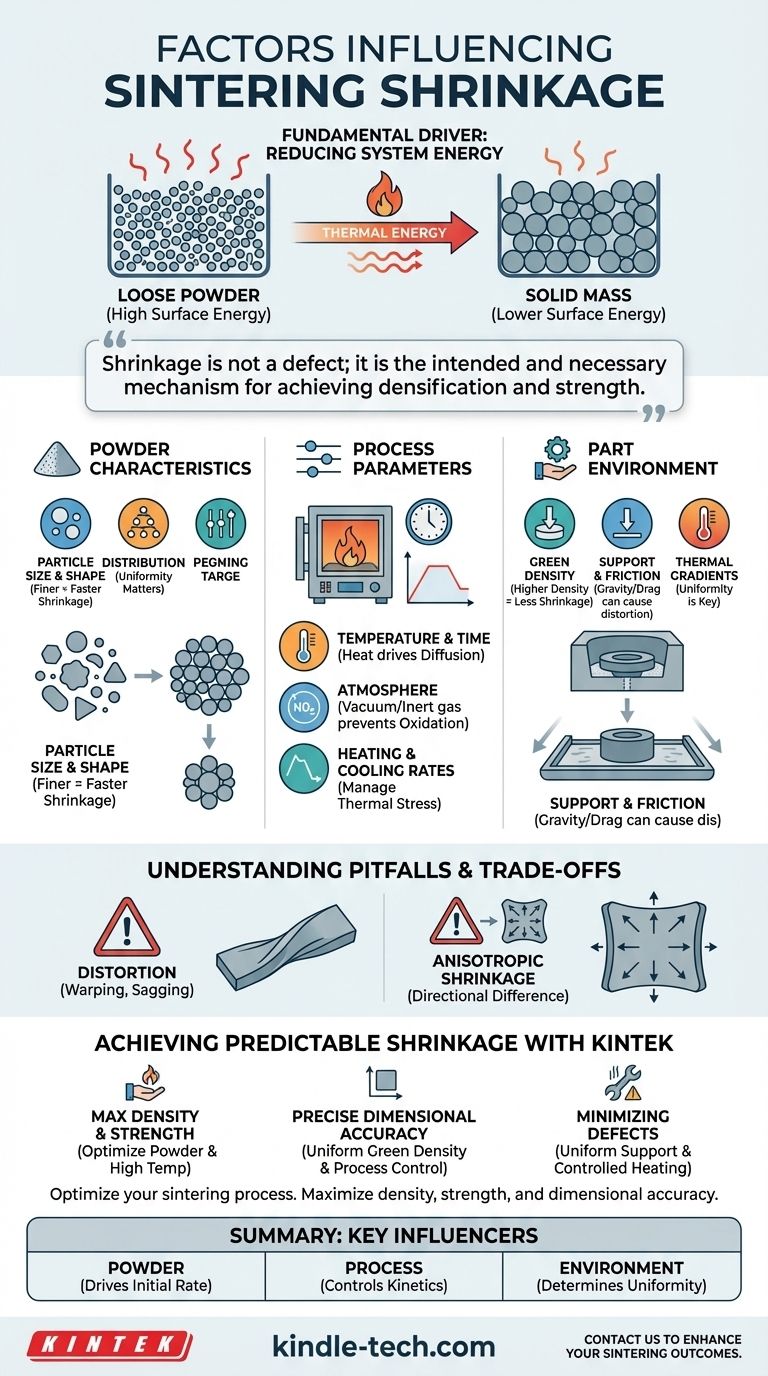
本質的に、焼結中の収縮は、粉末材料の固有の特性、制御する特定のプロセスパラメーター、および部品の物理的環境という3つの主要なカテゴリーの要因によって支配されます。このプロセスは、システムの表面エネルギーを低減するという根本的な必要性によって推進され、それが緩い粉末が緻密な固体に凝固するという形で現れます。
収縮は焼結における欠陥ではなく、緻密化と強度を達成するための意図された必要なメカニズムです。目標は収縮をなくすことではなく、望ましい最終寸法と特性を持つ部品を製造するために、収縮を理解し、正確に制御することです。
根本的な推進力:システムエネルギーの低減
収縮を制御する前に、なぜそれが起こるのかを理解する必要があります。プロセス全体は熱力学の結果であり、材料は可能な限り低いエネルギー状態を求めています。
緩い粉末から固体の塊へ
緩い粉末の体積は、同じ材料の固体ブロックと比較して、膨大な表面積を持っています。この広大な表面積は、高い表面エネルギーの状態に対応します。焼結は、原子が移動して再配列し、このエネルギーを最小限に抑えるために必要な熱エネルギーを提供します。
駆動力としての表面張力
高温では、材料の融点よりもはるかに低い温度で、原子は拡散するのに十分な移動度を獲得します。水滴を球形に引き寄せるのと同じ力である表面張力が、粉末粒子の表面に作用します。これにより、原子が粒子の表面からそれらの間に形成される「ネック」に引き込まれ、粒子が結合し、細孔(空隙)が収縮します。
物質移動のメカニズム
この体積の減少は、いくつかの段階を経て起こります。最初に、粒子はより密な配置に再充填されます。次に、主に拡散を介して物質移動が始まり、原子が粒界に沿って移動して内部の細孔を埋めます。これらの細孔が閉じると、部品全体の体積が減少し、収縮が生じます。

制御可能な主要な要因
収縮を管理するには、原子拡散と材料凝固の速度と程度に影響を与える変数を操作する必要があります。
粉末特性
出発材料は、最初で最も重要なレバーです。粉末粒子のサイズ、形状、分布は、それらがどのように充填されるか、および初期の細孔空間の量を決定します。より微細な粉末は表面エネルギーが高く、より容易に焼結し、通常、より大きく、より速い収縮をもたらします。
圧縮と生密度
生密度とは、圧縮された後、焼結前の部品の密度を指します。生密度が高い部品は、最初から内部の細孔体積が少なくなります。その結果、最終密度に達するための収縮は少なくなります。均一な圧縮は、予測可能で一貫した収縮のために不可欠です。
焼結温度と時間
温度は最も強力なパラメーターです。高温はより多くの熱エネルギーを提供し、原子拡散の速度を劇的に増加させ、緻密化と収縮を加速します。最高温度での持続時間も、プロセスがどの程度完全に完了するかを決定します。
焼結雰囲気
炉内の雰囲気(真空、アルゴンなどの不活性ガス、または還元雰囲気)は非常に重要です。これは酸化を防ぎ、拡散を阻害し、焼結プロセスを停止させる可能性があります。雰囲気は表面化学にも影響を与え、原子がどれだけ容易に移動できるかに直接影響します。
加熱および冷却速度
部品を加熱および冷却する速度が重要です。急速な加熱は、部品の表面と中心の間に大きな温度差を生じさせ、熱応力や亀裂を引き起こす可能性があります。冷却速度は最終的な微細構造に影響を与え、慎重に管理しないと応力を導入することもあります。
落とし穴とトレードオフの理解
理想的な収縮は均一で予測可能です。実際には、いくつかの力がこれに反して作用し、一般的な製造欠陥につながります。
収縮と歪み
収縮は望ましいものですが、不均一な収縮は歪みを引き起こします。これには、反り、ねじれ、または寸法公差を満たせない一般的な失敗が含まれます。焼結における主要な課題は、許容できない歪みを導入することなく、目標の収縮を達成することです。
重力と摩擦の影響
焼結中、部品は柔らかくなり、外部の力の影響を受けやすくなります。重力は、支持されていない部分や長いスパンが垂れ下がる原因となることがあります。同様に、部品とそれが置かれている表面との間の摩擦は、ある領域での収縮を抑制し、他の領域ではそれを許容し、反りや亀裂につながる可能性のある内部応力を発生させることがあります。
異方性収縮
異方性収縮は、部品が異なる方向に異なる量だけ収縮するときに発生します。これは、初期の粉末圧縮段階での不均一な密度によって引き起こされることがよくあります。プレス中に粒子が優先的に整列すると、プレスの方向に対して垂直な方向で収縮が大きくなります。
目標のための予測可能な収縮の達成
収縮を制御するには、材料科学とプロセスエンジニアリングのバランスをとる全体的なアプローチが必要です。あなたの戦略は、あなたの主要な目的に応じて異なります。
- 最大の密度と強度に重点を置く場合:微細で均一な粉末を使用し、高い生密度を得るために圧縮を最適化し、その後、材料の推奨温度範囲の上限で焼結します。
- 正確な寸法精度に重点を置く場合:非常に均一な生密度から始め、プロセスモデリングを使用して収縮を予測し、熱サイクル全体と部品支持構造を正確に制御します。
- 反りなどの欠陥を最小限に抑えることに重点を置く場合:均一な部品支持を確保し、制御された加熱および冷却速度を使用して熱勾配を管理し、長く支持されていない特徴を避けるように部品を設計します。
焼結プロセスを習得することは、これらの変数を意図的に制御して、収縮をあなたに有利に、そして不利にならないようにすることです。
要約表:
| 要因カテゴリー | 主要変数 | 収縮への主な影響 |
|---|---|---|
| 粉末特性 | 粒子サイズ、形状、分布 | 緻密化の初期速度と程度を駆動する |
| プロセスパラメーター | 焼結温度、時間、雰囲気 | 原子拡散と細孔除去の動力学を制御する |
| 部品環境 | 生密度、支持、熱勾配 | 均一性と歪みの可能性を決定する |
焼結プロセスで正確な寸法管理を実現します。予測不可能な収縮は、高価な欠陥や一貫性のない部品品質につながる可能性があります。KINTEKでは、お客様の焼結ニーズに合わせた高度な実験装置と消耗品の提供を専門としています。当社の専門知識は、粉末特性の最適化、プロセスパラメーターの微調整、および部品環境の管理を支援し、均一で予測可能な収縮を確保し、密度、強度、および寸法精度を最大化します。当社のソリューションがお客様の焼結結果をどのように向上させ、ラボで信頼性の高いパフォーマンスを提供できるかについて、今すぐお問い合わせください。お問い合わせフォームから今すぐご連絡ください!
ビジュアルガイド
関連製品
- 9MPa空気圧焼結炉(真空熱処理付)
- スパークプラズマ焼結炉 SPS炉
- 真空熱処理・モリブデン線焼結炉(真空焼結用)
- 小型真空熱処理・タングステン線焼結炉
- 歯科用ポーセレンジルコニア焼結セラミック真空プレス炉



















