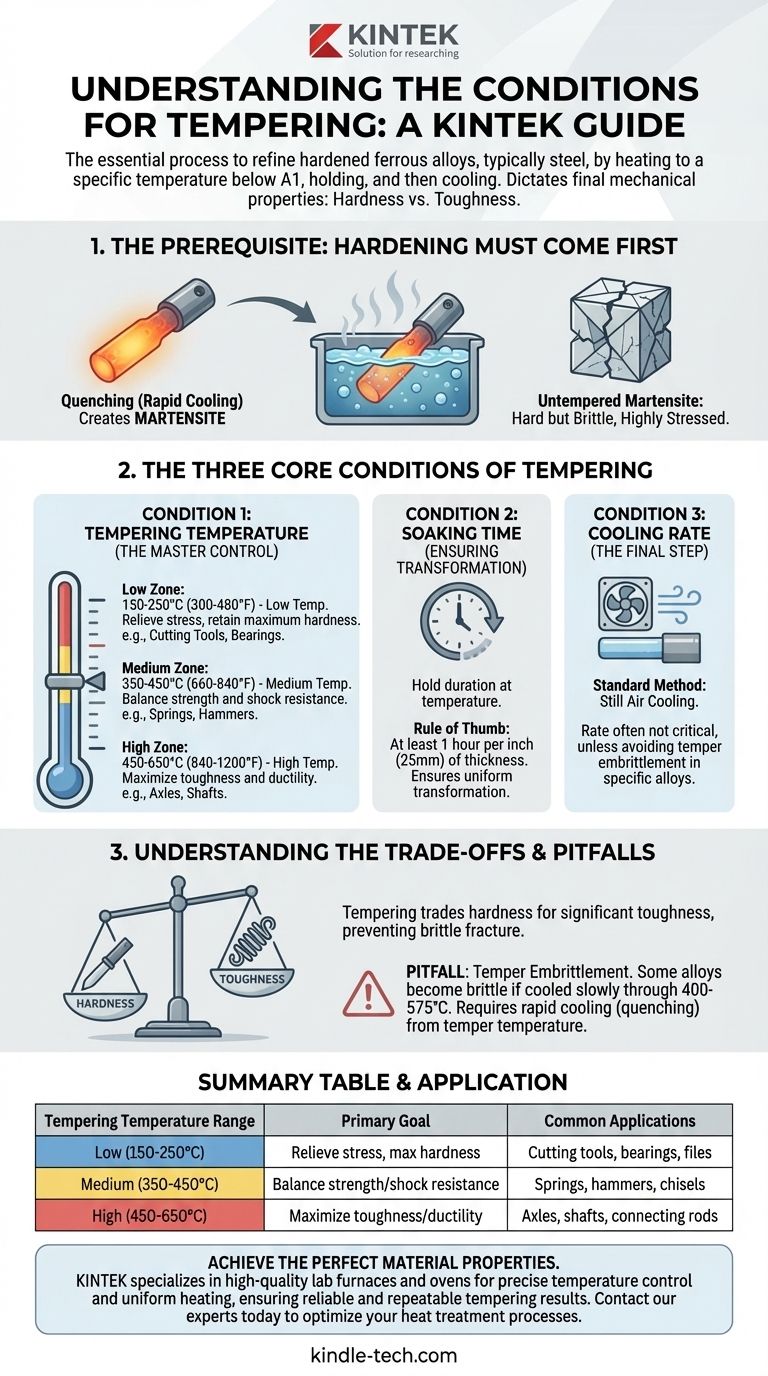
焼き戻しの必須条件は単純明快です。このプロセスには、事前に焼入れされた鉄合金(通常は鋼)が必要であり、その後、下部臨界点(A1)より低い特定の温度に加熱されます。この温度は通常150°Cから650°C(300°Fから1200°F)の範囲であり、一定時間保持された後、部品は冷却されます。これら3つの変数—初期状態、温度、時間—が材料の最終的な機械的特性を決定します。
焼き戻しは孤立したプロセスではありません。それは焼入れから始まる一連のプロセスの第2ステップです。核となる原理は、靭性を決定的に向上させるために硬度を制御された犠牲にすることであり、焼き戻し温度はこのトレードオフを制御するために使用される主要なダイヤルです。

前提条件:なぜ焼入れが最初に来なければならないのか
鋼部品を焼き戻す前に、それは理想的な開始状態に置かれなければなりません。この状態は焼入れと呼ばれるプロセスによって達成されます。
焼入れの役割
焼入れとは、鋼を高温(結晶構造が変化するオーステナイト化)に加熱し、その後、水、油、または空気などの媒体で非常に急速に冷却することを含みます。
この急速な冷却により、炭素原子が鋼の鉄結晶格子内に閉じ込められます。このプロセスは、意図的に非常に硬く、強く、内部応力が大きい微細構造を作り出します。
マルテンサイト組織の生成
焼入れが成功した結果は、マルテンサイトとして知られる微細構造です。マルテンサイトは極めて硬く耐摩耗性がありますが、非常に脆く、内部応力に満ちています。
焼き戻しされていないマルテンサイト部品は、実用上脆すぎる場合が多く、鋭い衝撃でガラスのように砕ける可能性があります。焼き戻しは、この構造を洗練させるために必要な後処理です。
焼き戻しの3つの主要条件
部品が完全に焼入れされた後、焼き戻しプロセスは3つの主要なパラメータによって支配されます。これらの中で、温度が最も大きな影響を与えます。
条件1:焼き戻し温度(マスターコントロール)
焼入れされた部品を再加熱する温度は、焼き戻しにおいて最も重要な要素です。これは硬度と靭性の最終的なバランスを直接制御します。
-
低温焼き戻し(150-250°C / 300-480°F): この範囲は、硬度のわずかな低下のみで焼入れによる内部応力を除去します。主な目的は、最大の硬度を維持しながら、部品を使用可能にするのに十分な靭性を加えることです。これは切削工具、やすり、ベアリングによく用いられます。
-
中温焼き戻し(350-450°C / 660-840°F): この範囲では、硬度と強度はさらに低下しますが、靭性と延性は大幅に増加します。これにより、衝撃や繰り返し荷重に耐えることができる材料が得られ、ばね、ハンマー、構造部品に最適です。
-
高温焼き戻し(450-650°C / 840-1200°F): このプロセスは「焼き戻しと焼戻し(tempering and drawing)」とも呼ばれ、最も低い硬度と強度をもたらしますが、最高の延性と靭性を提供します。これは、車軸、シャフト、コンロッドなど、高い衝撃と応力に耐える必要があるコンポーネントに使用されます。
条件2:保持時間(変態の確保)
保持時間とは、部品を目標の焼き戻し温度に維持する期間を指します。これにより熱が部品の内部まで完全に浸透し、微細構造が均一に変化するための時間が与えられます。
一般的な経験則として、断面厚さの1インチ(25mm)あたり少なくとも1時間、その温度に保持します。時間が不足すると、変態が不完全になり、特性にばらつきが生じる可能性があります。
条件3:冷却速度(最終ステップ)
ほとんどの炭素鋼および低合金鋼では、焼き戻し後の冷却速度は重要ではありません。静止空気中での冷却が標準的かつ最も安全な方法です。
内部構造はすでに温度と時間によって設定されているため、急速な冷却は不必要であり、新たな応力を引き起こす可能性があります。
トレードオフと落とし穴の理解
焼き戻しは本質的に妥協の行為です。ある望ましい特性(硬度)を犠牲にして、別の特性(靭性)を得ています。このバランスを理解することが、成功する部品を製造するための鍵となります。
未焼き戻しマルテンサイトの問題
前述のように、焼入れ直後のマルテンサイトは硬いですが脆いです。内部応力が非常に高いため、高炭素鋼の中には、速やかに焼き戻しされないと焼入れ後に自然にひび割れるものもあります。
焼き戻しがいかにして方程式のバランスを取るか
マルテンサイトを加熱すると、閉じ込められていた炭素原子が拡散し、鉄マトリックス内に微細で均一に分散した炭化物粒子を形成します。このプロセスにより内部応力が緩和され、構造が「リラックス」できるようになり、エネルギーを吸収し破壊に抵抗する能力が劇的に向上します。
焼き戻し脆性の落とし穴
特定の合金鋼は、焼き戻し後に冷却が遅すぎる場合、または特定の温度範囲(約400-575°Cまたは750-1070°F)で焼き戻しされた場合に脆くなることがあります。
焼き戻し脆性として知られるこの現象は、特定の合金にとって重要な考慮事項です。これらの場合、この脆性領域を回避するために、焼き戻し温度から部品を水または油で急冷する必要がある場合があります。
目的に合わせた条件の適合
適切な焼き戻し条件は、最終コンポーネントの意図された用途に完全に依存します。
- 最大の硬度と耐摩耗性(例:切削工具、カミソリの刃)が主な焦点の場合: 低温焼き戻しを使用して応力を緩和しつつ、元の焼入れ硬度を可能な限り維持します。
- 強度と耐衝撃性のバランス(例:ばね、ノミ、ハンマーヘッド)が主な焦点の場合: 中温焼き戻しを使用して、強度をあまり犠牲にすることなく靭性を大幅に向上させます。
- 最大の靭性と延性(例:車軸、ボルト、構造用鋼)が主な焦点の場合: 高温焼き戻しを使用して、破断する前に大きなエネルギーを吸収して変形できるコンポーネントを作成します。
これらの条件を習得することで、鋼の最終的な性能を正確に制御できるようになります。
要約表:
| 焼き戻し温度範囲 | 主な目的 | 一般的な用途 |
|---|---|---|
| 低温 (150-250°C / 300-480°F) | 応力除去、最大硬度の保持 | 切削工具、ベアリング、やすり |
| 中温 (350-450°C / 660-840°F) | 強度と耐衝撃性のバランス | ばね、ハンマー、ノミ |
| 高温 (450-650°C / 840-1200°F) | 靭性と延性の最大化 | 車軸、シャフト、コンロッド |
あなたの研究室や作業場に最適な材料特性を実現しましょう。
焼き戻しの正確な条件を習得することは、必要な硬度、強度、靭性を持つコンポーネントを開発するために不可欠です。高摩耗工具に取り組んでいる場合でも、耐衝撃性の構造部品に取り組んでいる場合でも、適切な熱処理装置が不可欠です。
KINTEKは、正確な温度制御と均一な加熱を実現するように設計された高品質のラボ用炉とオーブンを専門としており、研究開発または生産ニーズに対応する信頼性が高く再現性のある焼き戻し結果を保証します。
当社の専門家に今すぐお問い合わせいただき、当社の機器が熱処理プロセスを最適化し、優れた材料性能を達成するのにどのように役立つかをご相談ください。
ビジュアルガイド