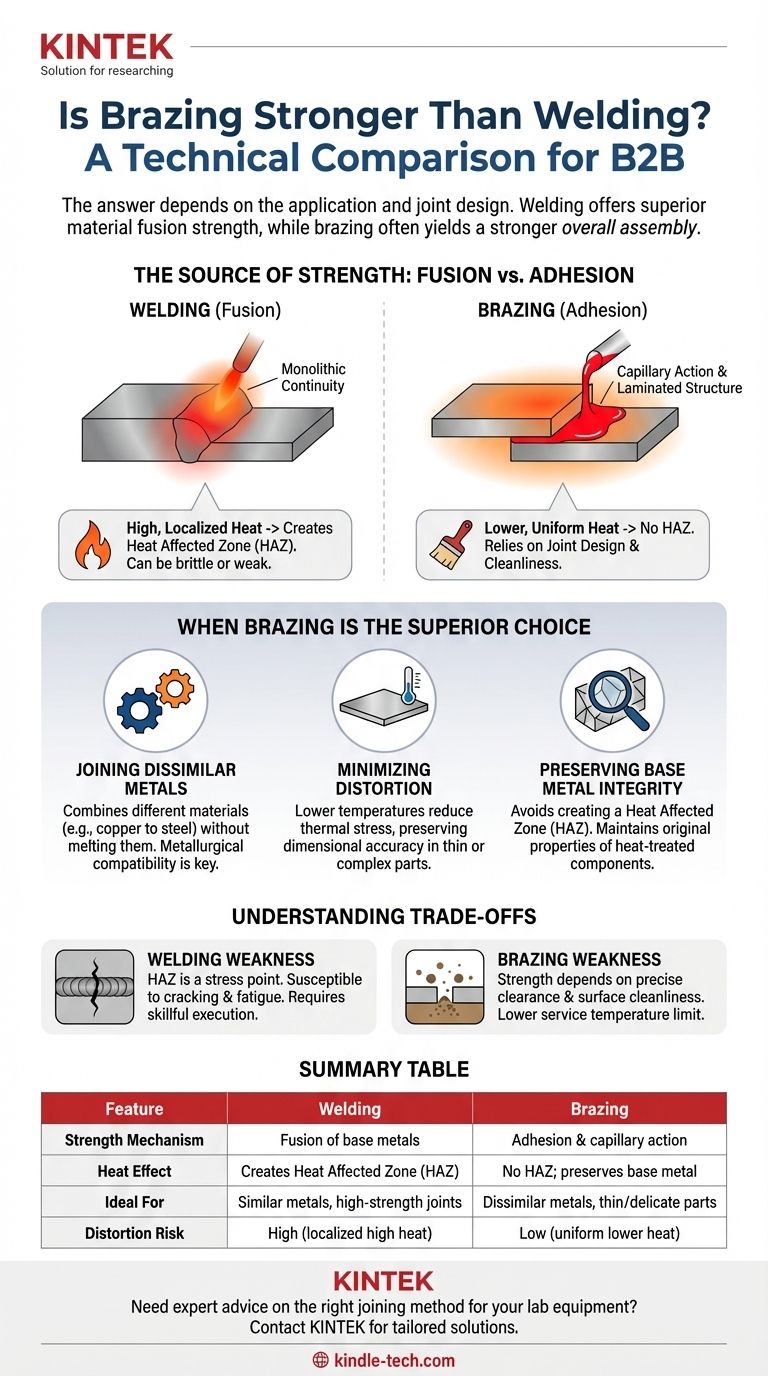
接合材料を直接比較した場合、適切に実行された溶接はろう付け接合よりも強力です。これは、溶接が母材を溶かして融合させ、単一の連続した材料片を形成するためです。しかし、この単純な答えは誤解を招く可能性があります。より「強力な」方法は、用途、接合される材料、接合部自体の設計に完全に依存し、ろう付けの方が全体としてより強力なアセンブリを生成することがよくあります。
決定的な違いは、どちらのプロセスが一般的に「強力」であるかではなく、各方法がどのように強度を達成するかです。溶接は融着によって強度を生み出し、ろう付けは接合部の設計と密着性によって強度を生み出します。この違いを理解することが、目標に合った正しいプロセスを選択するための鍵となります。
強度の源泉:融着 対 密着
これら2つのプロセスの根本的な違いが、それらの長所と短所がどこにあるかを決定します。これらは相互に置き換えられるものではなく、異なる工学的問題に対する異なるツールです。
溶接が強度を達成する方法
溶接は、接合部に集中的な熱を集中させ、消耗品のフィラー材料とともに母材のエッジを溶かすことによって機能します。
この溶融プールが固化して単一の融合構造になります。結果として生じる溶接ビードは、本質的に母材と一体化した鋳造金属構造です。その強度は、この一枚岩的な連続性から生まれます。
この集中的な局所熱の副産物が熱影響部(HAZ)です。これは、加熱されたが溶けていない溶接部の隣接する母材の領域です。HAZ内の金属の特性は変化する可能性があり、元の材料よりも脆くなったり弱くなったりすることがあります。
ろう付けが強度を達成する方法
ろう付けは、母材を融点未満の温度に加熱し、毛細管現象によって接合部に引き込まれて溶けるフィラー材(ろう材)を導入することによって機能します。
ろう付け接合の強度は、フィラー材の固有の強度(ほとんどの場合、母材よりも弱い)から来るものではありません。むしろ、その強度は冶金結合と優れた接合部の設計の組み合わせから生まれます。
ろう付け接合は、大きな表面積(例:突合せ継手ではなく重ね継手)を持つように設計されています。フィラー材の薄い層がこの全領域にわたって負荷を分散し、信じられないほど強力な積層構造を作り出します。
ろう付けアセンブリが優れた選択肢となる場合
溶接ビード自体はより強力かもしれませんが、ろう付けプロセスがより信頼性が高く、機能的に強力な最終製品につながる一般的なシナリオがあります。
異種金属の接合
融点、熱膨張、冶金の違いにより、全く異なる金属(銅と鋼など)を溶接することは非常に困難または不可能です。
ろう付けはこの作業に優れています。両方の母材と冶金的に適合するフィラー材を選択することにより、どちらの母材も溶かすことなく、それらの間に強固で信頼性の高い接合部を作成できます。
熱応力と歪みの最小化
溶接の高い局所熱は、部品にかなりの熱応力を誘発し、特に薄い部品や複雑なアセンブリでは反りや歪みにつながる可能性があります。
ろう付けははるかに低い温度を使用し、熱は接合部全体にわたってより均一に適用されます。これにより、母材の元の特性(焼き戻しや硬度など)が維持され、歪みのリスクが劇的に減少するため、寸法精度が高く、より強力な最終部品が得られることがよくあります。
母材の完全性の維持
溶接によって作成されるHAZは、完成したアセンブリの最も弱い部分であり、故障の一般的な原因となることがよくあります。
ろう付けは母材を溶かさないため、熱影響部(HAZ)を作成しません。接合部の端に接する母材の機械的特性は変化しないままであり、熱処理済みまたは加工硬化部品にとって重要な利点となります。
トレードオフの理解
どちらの方法も完璧ではありません。正しく選択するには、それらの固有の限界を理解する必要があります。
溶接接合の弱点
溶接の主な弱点は熱影響部(HAZ)です。この領域は応力集中点となりやすく、特に疲労や繰り返し荷重の下では亀裂や脆化を起こしやすくなります。不適切な溶接技術は、気孔率や不完全な融合を引き起こし、重大な弱点を作り出す可能性もあります。
ろう付け接合の弱点
ろう付け接合の強度は、接合部のクリアランスと清浄度に決定的に依存します。部品間の隙間が大きすぎると、接合部の強度はより弱いフィラー材のものになります。また、毛細管現象を機能させ、適切な冶金結合を形成するためには、表面が完全にきれいである必要があります。
さらに、ろう付け接合は、フィラー材の融点によって定義される、より低い使用温度制限があります。
用途に最適な方法の選択
最適な方法は、アセンブリが直面する力と条件を最もよく管理できる方法です。
- 主な焦点が、単純な荷重支持接合(構造用鋼など)における最大の生強度である場合: 溶接が優れた選択肢です。融合した一枚岩の構造を作成するためです。
- 主な焦点が、異種金属の接合、または薄壁で繊細な部品の接合である場合: ろう付けは、溶接では失敗したり部品を損傷したりする状況で、信頼性が高く強力なソリューションを提供します。
- 主な焦点が、寸法の安定性の維持と材料の歪みの回避である場合: ろう付けの低く均一な熱により、はるかに優れた選択肢となります。
- 主な焦点が、母材の特性を維持する応力のない接合部の作成である場合: ろう付けが唯一の選択肢です。熱影響部(HAZ)の作成を回避するためです。
単なる「強いか弱いか」という考え方を超えて進むことで、設計全体の性能と完全性を保証する接合プロセスを選択できます。
要約表:
| 特徴 | 溶接 | ろう付け |
|---|---|---|
| 強度メカニズム | 母材の融着 | 密着性および毛細管現象 |
| 熱の影響 | 熱影響部(HAZ)を作成する | HAZなし;母材を維持する |
| 理想的な用途 | 類似金属、高強度接合部 | 異種金属、薄い/繊細な部品 |
| 歪みのリスク | 高い(局所的な高熱) | 低い(均一な低熱) |
実験装置に最適な接合方法について専門家のアドバイスが必要ですか?
KINTEKでは、お客様の特定のニーズに合わせて調整された高品質の実験装置と消耗品の提供を専門としています。カスタムリアクターのための異種金属の接合であれ、繊細な部品のための正確な熱処理が必要であれ、当社のチームは強度、信頼性、性能を保証するために最適なプロセスを選択するお手伝いをします。
今すぐお問い合わせいただき、お客様のプロジェクトについてご相談の上、KINTEKがお客様の実験室の能力をどのように向上させられるかをご確認ください!
ビジュアルガイド
関連製品
- 真空熱処理焼結ろう付け炉
- 2200℃ タングステン真空熱処理・焼結炉
- セラミックファイバーライニング付き真空熱処理炉
- 真空熱処理・モリブデン線焼結炉(真空焼結用)
- 9MPa空気圧焼結炉(真空熱処理付)



















