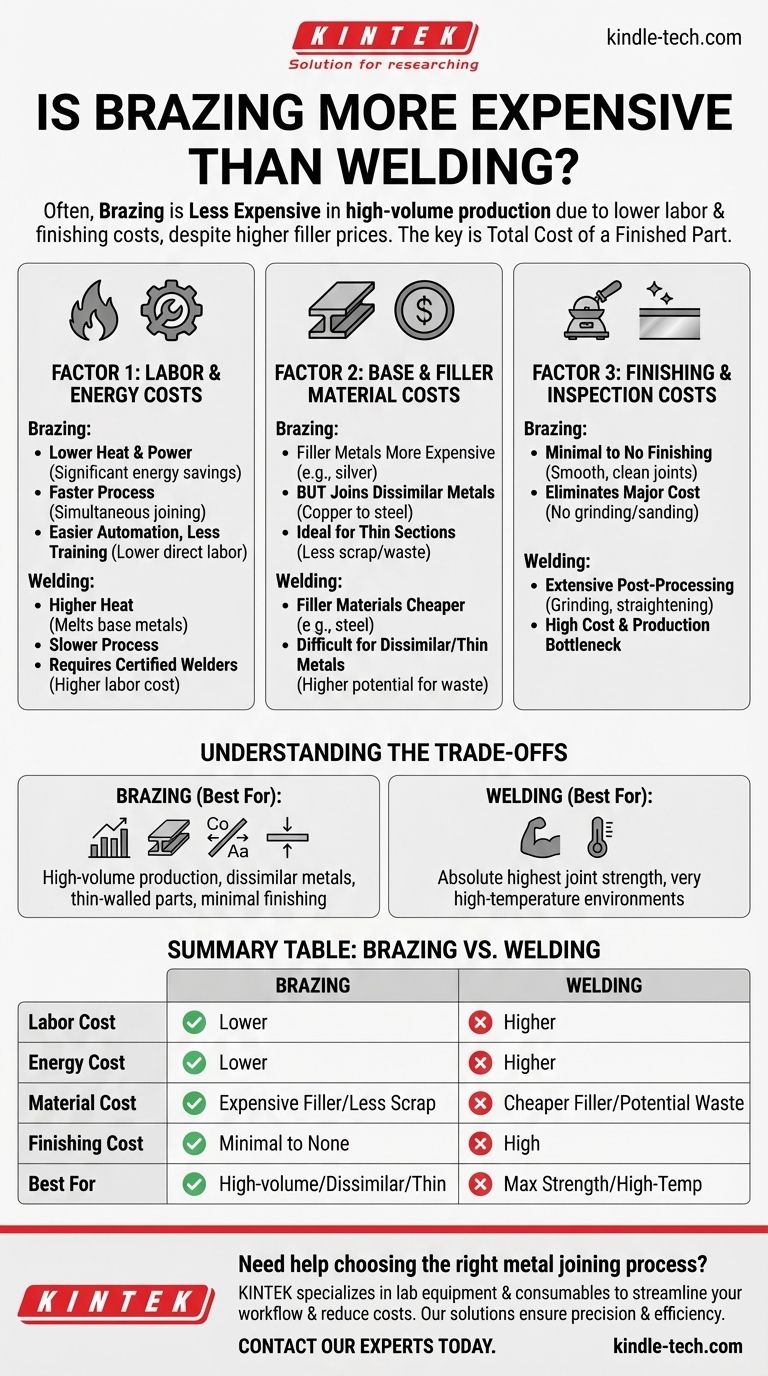
多くの生産シナリオでは、ろう付けは溶接よりも費用対効果が高くなります。 これは主に、ろう付けフィラーメタルが溶接消耗品よりも高価になる場合があるとしても、特に大量生産アプリケーションにおいて、人件費と仕上げコストが低いためです。ただし、最終的なコストは、特定のアプリケーション、材料、および生産量に完全に依存します。
コストの問題は、フィラーメタルの表示価格ではなく、完成品の総コストに関するものです。ろう付けは、プロセス時間を短縮し、自動化を可能にし、研削や仕上げなどの費用のかかる二次的な操作を排除することで、より経済的であることがよくあります。
真のコストを比較する方法:ろう付け vs. 溶接
経済性を理解するには、プロセス自体を超えて、製造ワークフロー全体を分析する必要があります。コストは、人件費、材料、後処理の3つの主要な要因によって決まります。
要因1:人件費とエネルギーコスト
ろう付けは、溶接よりも一般的に熱とエネルギーを必要としません。母材は溶融せず、フィラーメタルのみが溶融するため、ジョイントごとのエネルギーが大幅に節約されます。
この低温要件は、プロセスがより速くなることも意味します。多くの場合、特に炉ろう付けでは、何百、何千もの部品を同時に接合できます。
さらに、ろう付けは自動化が容易であり、認定溶接工よりも専門的なトレーニングが少ないオペレーターによって実行できるため、直接人件費が削減されます。
要因2:母材およびフィラー材料のコスト
溶接フィラー材料は通常、鋼をベースにしており、比較的安価です。ろう付けフィラーメタル、特に銀を含むものは、ポンドあたりのコストが大幅に高くなる可能性があります。
しかし、ろう付けは異種金属(例:銅と鋼)の接合に優れており、これは溶接が困難または不可能な場合があります。これらの場合、ろう付けが唯一費用対効果の高い選択肢となります。
ろう付けは母材を溶融しないため、歪みや焼き抜けなしに非常に薄い金属部分を接合するのにも理想的であり、スクラップ率と材料の無駄を削減します。
要因3:仕上げおよび検査コスト
溶接継手は、広範で費用のかかる二次的な操作を必要とすることがよくあります。これらには、高熱による歪みを補正するための研削、研磨、矯正が含まれます。
ろう付け継手は、形成されたままの状態で通常滑らかで、きれいで、きちんとしています。これらは後処理の仕上げをほとんど、またはまったく必要としません。これにより、主要なコストと生産のボトルネックが解消されます。これは、ろう付けの最も重要でありながら見過ごされがちな経済的利点の1つです。

トレードオフの理解
コストだけで接合方法を選択するのは誤りです。最終製品の技術的要件が最も重要です。
溶接がより良い選択肢となる場合
溶接は単一の融合した冶金構造を作成します。絶対的な最高の接合強度や非常に高温の環境での性能を要求されるアプリケーションでは、溶接が唯一適切な選択肢となることがよくあります。
単純な修理を行っている場合や、一度限りのアイテムを製造している場合は、基本的な溶接プロセスのセットアップコストが低い方が、ろう付け材料や機器を調達するよりも経済的かもしれません。
ろう付けの制限
ろう付けの主な制限は、最終部品の使用温度です。フィラーメタルの融点近くまで加熱されると、ろう付け継手は破損します。
強力ではありますが、ろう付け継手は、完全な融合に依存するのではなく、フィラーと母材間の密着性に依存するため、適切に実行された溶接継手ほど強力ではないのが一般的です。
目標に合わせた正しい選択をする
最も経済的なプロセスを選択するには、プロジェクトの主な目的を評価します。
- 主な焦点が大量生産と最小限の仕上げである場合: ろう付けは、その速度、自動化の可能性、および二次的な操作の排除により、ほぼ常に費用対効果が高くなります。
- 主な焦点が最大の接合強度と高温性能である場合: 溶接が必要かつ正しい選択であり、その高い潜在コストは性能要件によって正当化されます。
- 主な焦点が異種金属または薄肉部品の接合である場合: ろう付けは、特殊な溶接手順よりも経済的であることが多い、信頼性の高い低歪みのソリューションを提供します。
結局のところ、初期準備から完成品までの生産の総コストを理解することが、最も収益性の高い決定を下す鍵となります。
要約表:
| 要因 | ろう付け | 溶接 |
|---|---|---|
| 人件費 | 低い(自動化が容易、トレーニングが少ない) | 高い(認定溶接工が必要) |
| エネルギーコスト | 低い(必要な熱が少ない) | 高い(母材が溶融する) |
| 材料費 | フィラーメタルは高価になる可能性がある | フィラー材料は一般的に安価 |
| 仕上げコスト | 最小限またはゼロ(きれいな継手) | 高い(研削、矯正が必要) |
| 最適用途 | 大量生産、異種金属、薄肉セクション | 最大の強度、高温アプリケーション |
研究室または生産ラインに最適な金属接合プロセスを選択するのに役立ちますか? KINTEKでは、ワークフローを合理化し、コストを削減するラボ機器と消耗品の提供を専門としています。ろう付けであれ溶接であれ、当社のソリューションは精度と効率を保証します。今すぐ専門家に連絡して、接合プロセスを最適化し、優れた結果を達成してください!
ビジュアルガイド