適切な規模であれば、射出成形はプラスチック製造において最も収益性の高い製造方法の一つです。しかし、その収益性は、金型への多額の初期投資を数万個の部品に分散させてコスト効率を高める必要があるため、部品の大量生産に完全に依存しています。
基本原則はシンプルです。射出成形には、金型(ツーリング)に莫大な初期費用がかかりますが、製造される各部品のコストは非常に低いです。したがって、収益性はプロセス自体に固有のものではなく、生産量が初期投資を部品あたりのコストとして無視できるほど十分に大きい場合に達成されます。
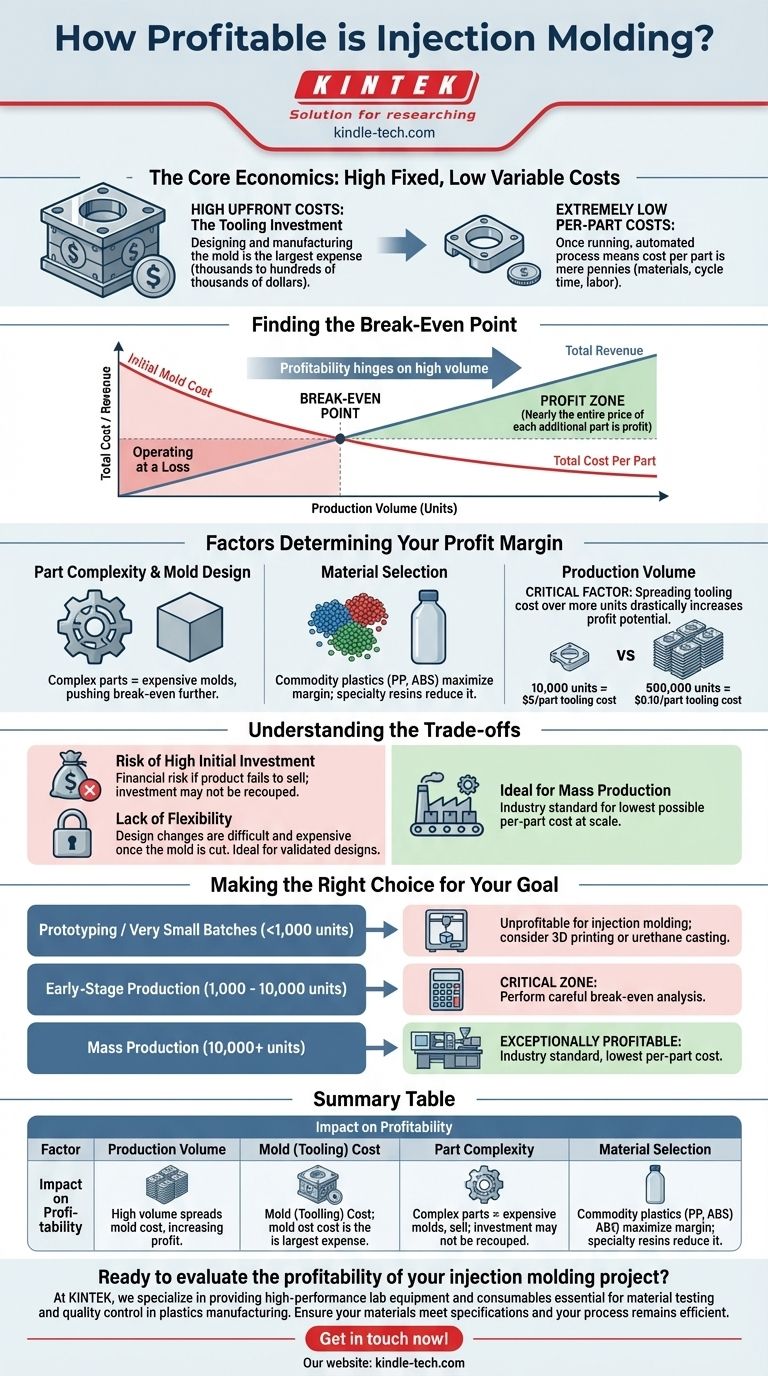
射出成形の核となる経済性
射出成形の収益性を理解するには、まずその2つのコスト構造、すなわち高い固定費とそれに続く低い変動費を理解する必要があります。
高額な初期費用:ツーリング投資
圧倒的に最大の費用は、金型、別名ツールの作成です。これは、最終部品のネガティブとなる精密加工された鋼鉄またはアルミニウムのブロックです。
このツールの設計と製造には、数千ドルから数十万ドルかかることがあります。この初期投資が主要な障壁であり、少量生産ではこのプロセスが不採算となる理由です。
極めて低い部品あたりのコスト
金型が作成され、設置されると、個々の部品の継続的な生産コストは信じられないほど低くなります。主なコストは、プラスチック樹脂(ペレット)、機械のサイクルタイム、および労働力です。
プロセスが自動化されており高速であるため、部品あたりのコストはわずか数セントになり、初期のツーリングコストが回収された後には、かなりの利益率を確保できます。
損益分岐点を見つける
収益性は損益分岐点に到達するかどうかにかかっています。これは、金型への初期投資を回収するために生産・販売しなければならない部品の数です。
この点に到達するまでは、損失を出している状態です。それを超えると、追加の各部品の価格のほぼ全体が利益になります。

利益率を決定する要因
生産量(ボリューム)が主要な推進力ですが、他の要因も最終的な利益率に直接影響します。
部品の複雑さと金型設計
シンプルな部品にはシンプルな金型が必要で、これは安価です。複雑な特徴やアンダーカットを持つ非常に複雑な部品には、はるかに複雑で高価な金型が必要となり、損益分岐点をさらに遠ざけます。
材料の選択
プラスチック樹脂自体のコストは、重要な変動費です。ポリプロピレン(PP)やABSのような一般的な汎用プラスチックは安価です。
しかし、高性能エンジニアリングポリマーや特注着色樹脂は、部品あたりのコストを大幅に増加させ、利益率を圧迫します。
生産量
これが最も重要な要素です。50,000ドルのツーリングコストを10,000個のユニットに分散させると、各部品のコストに5ドルが加算されます。同じコストを500,000個のユニットに分散させると、各部品にわずか0.10ドルしか加算されず、利益の可能性が劇的に増加します。
トレードオフの理解
射出成形は強力なツールですが、すべてのシナリオに適した解決策ではありません。その限界を理解することが、収益性の高い意思決定を行う鍵です。
高額な初期投資のリスク
主なリスクは財務的なものです。製品が予測した数だけ売れなかった場合、金型の多額の費用を回収できず、多大な損失を被る可能性があります。
柔軟性の欠如
一度鋼鉄の金型が切削されると、設計変更は非常に困難で高価です。このプロセスは、最終化され検証された設計には理想的ですが、まだ進化中の製品には向きません。この柔軟性の欠如は、大規模生産における部品あたりの低コストとの主要なトレードオフです。
目標に合った適切な選択をする
あなたの決定は、予測される生産量に完全に依存する必要があります。
- プロトタイピングやごく少量(約1,000個未満)に重点を置く場合:射出成形はほぼ間違いなく不採算です。代わりに3Dプリントやウレタン鋳造などの代替手段を検討してください。
- 初期段階の生産(1,000~10,000個)に重点を置く場合:これは、投資が正当化されるかどうかを慎重に損益分岐点分析を行う必要がある重要なゾーンです。
- 大量生産(10,000個以上)に重点を置く場合:射出成形は業界標準であり、非常に収益性が高く、可能な限り低い部品あたりのコストを提供します。
結局のところ、射出成形における収益性は、規模に関する戦略的な計算です。
要約表:
| 要因 | 収益性への影響 |
|---|---|
| 生産量 | 大量生産により金型コストが分散され、部品あたりのコストが下がり、利益が増加します。 |
| 金型(ツーリング)コスト | 高額な初期投資。損益分岐点に達するには大量生産が必要です。 |
| 部品の複雑さ | 複雑な部品は高価な金型を必要とし、損益分岐点を高くします。 |
| 材料の選択 | 汎用プラスチック(例:PP、ABS)は利益を最大化しますが、特殊樹脂はそれを減少させます。 |
射出成形プロジェクトの収益性を評価する準備はできていますか?
KINTEKでは、プラスチック製造における材料試験と品質管理に不可欠な高性能ラボ機器と消耗品の提供を専門としています。プロトタイピングから大量生産へのスケールアップまで、当社のソリューションは、材料が仕様を満たし、プロセスが効率的であることを保証するのに役立ちます。
今すぐ当社の専門家にご連絡ください。お客様のプロジェクトニーズについて話し合い、収益性の高い生産への道のりをどのようにサポートできるかを発見してください。
ビジュアルガイド