要するに、焼入れ戻しは、焼き入れされた鋼の内部にある巨大な内部応力を解放するのに十分な熱を加えることによって、硬さを低下させます。この制御された再加熱により、閉じ込められていた炭素原子が移動し、鋼の脆く、ひずみの大きい微細構造が、より靭性が高く、より安定した構造へと変化します。主な目的は靭性の劇的な向上ですが、硬さの予測可能な低下はその直接的な結果となります。
焼入れ戻しされていない鋼(マルテンサイトとして知られる)は極めて硬いですが、実用的な用途には脆すぎます。焼入れ戻しは、耐久性のある信頼性の高い部品に必要な決定的な靭性を得るために、ピーク硬度を制御された量だけ犠牲にする不可欠なプロセスです。
焼入れ戻し前の鋼の状態:硬いが脆い
焼入れ戻しを理解するには、まずそれが作用する材料を理解する必要があります。鋼は通常、焼き入れと呼ばれる硬化プロセスの直後に焼入れ戻しされます。
焼き入れプロセスとマルテンサイト
硬化中、鋼は高温に加熱され、その結晶構造がオーステナイト(かなりの量の炭素を溶解できる形態)になります。この熱い鋼を急速に冷却する(焼き入れする)と、炭素原子が鉄の結晶格子内に閉じ込められます。
この急速な冷却により、オーステナイトはマルテンサイト、すなわち体心正方晶(BCT)結晶構造へと変態させられます。
マルテンサイトが非常に硬い理由
マルテンサイトの決定的な特徴は、その極端な内部応力です。閉じ込められた炭素原子が鉄の結晶格子を歪ませ、結晶面が互いに滑るのを防ぎます。
転位運動として知られるこのすべりに対する抵抗が、ミクロレベルでの硬さの定義そのものです。応力が大きいほど、材料は硬くなります。
決定的な欠陥:極度の脆性
この高い硬さには深刻な代償が伴います。それは極度の脆性です。巨大な内部応力により、材料はガラスのように振る舞います。破断に対する抵抗が非常に低く、鋭い衝撃や曲げによって粉砕されます。
ナイフ、斧などの工具や、ボルトなどの構造部品にとって、この脆性は壊滅的な欠陥点となります。
焼入れ戻しのメカニズム:内部応力の解放
焼入れ戻しは準臨界熱処理であり、鋼はオーステナイトに戻る温度(通常200°C~650°C / 400°F~1200°F)より低い温度に再加熱されます。
熱と炭素拡散の役割
再加熱による追加の熱エネルギーにより、「凍結」していた炭素原子が最終的に結晶格子内を移動する、すなわち拡散することが可能になります。これが焼入れ戻しの中心的なメカニズムです。
ひずみのあるマルテンサイトからより軟らかいマトリックスへ
炭素原子が閉じ込められていた位置から移動するにつれて、鉄結晶格子の深刻な歪みが解放されます。ひずみの大きいBCTマルテンサイト構造は、はるかにひずみの少ない体心立方晶(BCC)構造、本質的にはフェライトの一種へと緩和します。
このフェライトマトリックスは、その硬さの主な原因であった格子ひずみが大幅に減少しているため、元のマルテンサイトよりも本質的に軟らかくなります。
微細炭化物の形成
移動する炭素原子は単に消えるわけではありません。それらは鉄原子と結合し、セメンタイトとしても知られる新しい微細な炭化鉄(Fe₃C)粒子を形成します。
最終的な構造は焼戻しマルテンサイトと呼ばれ、複合材料です。これは、微細に分散した非常に硬い炭化物粒子によって強化された、より軟らかいフェライトマトリックスです。これらの炭化物はある程度の硬さを加えますが、内部格子応力を解放するという全体的な効果により、鋼の総硬度は正味で減少します。
トレードオフの理解:硬度対靭性
硬度と靭性の関係は、熱処理において最も重要な概念です。焼入れ戻しは、このトレードオフを意図的に乗り切るプロセスです。
逆相関関係
特定の鋼について、硬度と靭性は一般的に逆相関します。鋼を焼入れ戻しして硬さを下げるにつれて、エネルギーを吸収し破壊せずに変形する材料の能力である靭性は、ほぼ常に増加します。
温度による結果の制御
焼入れ戻し温度は主要な制御変数です。より高い焼入れ戻し温度は、より多くの熱エネルギーを提供し、より多くの炭素拡散、より多くの応力解放、およびより大きな炭化物粒子の形成を可能にします。
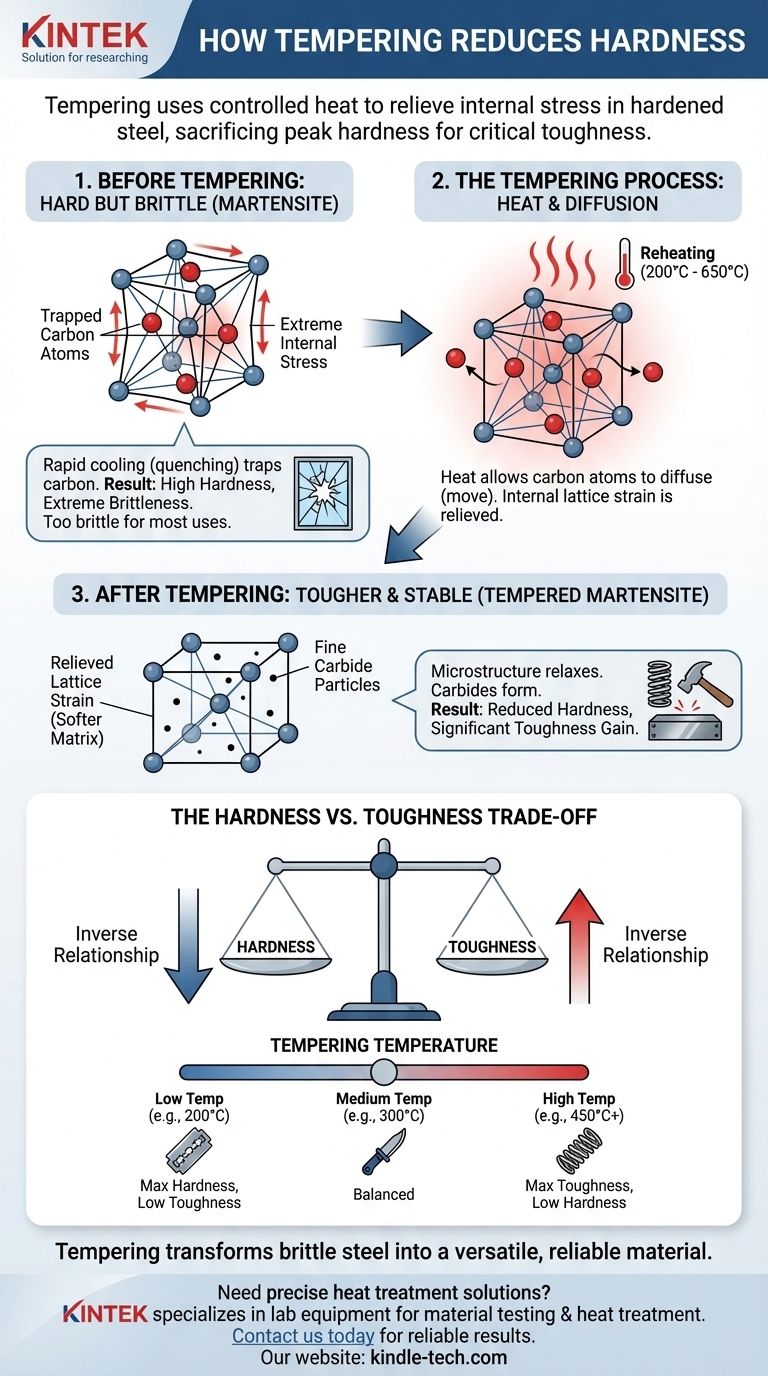
- 低温: 硬さのわずかな低下と靭性の大きな向上をもたらします。
- 高温: 硬さの大幅な低下と靭性の最大限の向上がもたらされます。
目標に応じた適切な選択
硬さと靭性の理想的なバランスは、工具の意図された用途によって完全に決定されます。焼入れ戻し温度は、このバランスを達成するために特別に選択されます。
- 極度の耐摩耗性と刃持ちを最優先する場合(例:カミソリの刃、やすり): 低い焼入れ戻し温度(約200°C / 400°F)を使用して、欠けを防ぐのに十分な応力だけを解放しつつ、最大の硬度を維持します。
- 硬度と耐衝撃性のバランスを最優先する場合(例:ナイフ、ノミ、斧の頭): 中程度の焼入れ戻し温度(260~340°C / 500~650°F)を使用して、良好な刃持ちと中程度の衝撃に耐える靭性を達成します。
- 最大の靭性と柔軟性を最優先する場合(例:ばね、構造用ボルト、刀剣): 高い焼入れ戻し温度(450°C以上 / 850°F以上)を使用して、大きな硬さを犠牲にして、破損することなく曲げたり、たわませたり、激しい衝撃を吸収したりする能力を得ます。
焼入れ戻しは、鋼を脆い珍品から現代世界の多用途で信頼できる基盤へと変えるものです。

要約表:
| 焼入れ戻し温度 | 硬さへの影響 | 靭性への影響 | 理想的な用途 |
|---|---|---|---|
| 低温(約200°C / 400°F) | わずかな減少 | 大幅な増加 | カミソリの刃、やすり |
| 中温(260-340°C / 500-650°F) | 中程度の減少 | 高い増加 | ナイフ、ノミ、斧 |
| 高温(450°C以上 / 850°F以上) | 大きな減少 | 最大の増加 | ばね、刀剣、ボルト |
鋼部品の正確な熱処理が必要ですか? KINTEKは、材料試験および熱処理プロセスのための実験装置と消耗品を専門としています。当社の専門知識により、特定の用途で要求される正確な硬度と靭性のバランスを達成できます。今すぐお問い合わせいただき、当社のソリューションがお客様のラボの能力をどのように高め、信頼できる耐久性のある結果をもたらすかをご相談ください。
ビジュアルガイド