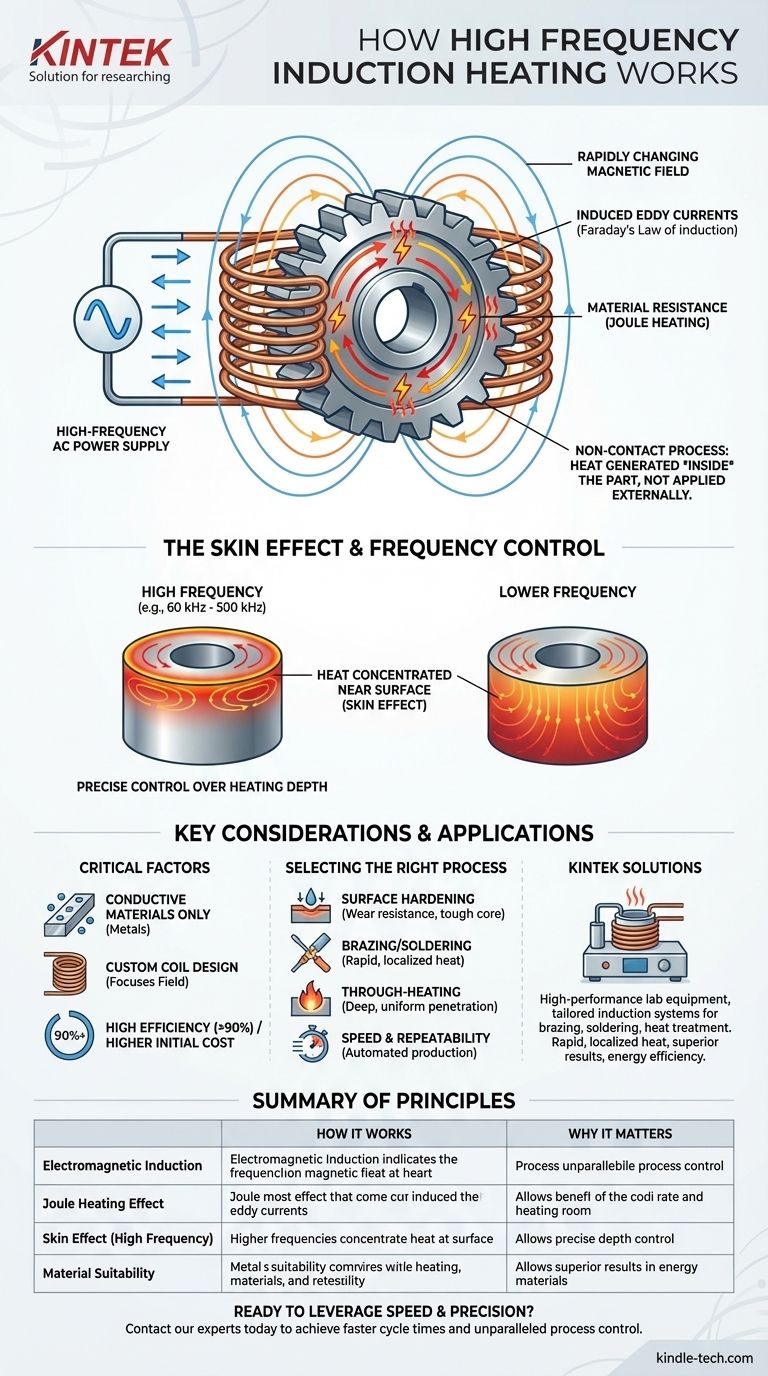
その核心において、高周波誘導加熱は、電磁気学の原理を利用して、導電性材料の内部に直接強力な熱を発生させる非接触プロセスです。特殊な設計のコイルに交流電流を流すと、急速に変化する磁場が発生し、ターゲット部品内に電流が誘導されます。この電流に対する材料自体の抵抗が、正確で迅速かつ局所的な熱を発生させるのです。
誘導加熱の根本的な利点は、単に物体を加熱するだけでなく、物体自体を熱源に変える点にあります。これにより、遅い従来の熱伝達の必要性がなくなり、比類のない速度、制御性、エネルギー効率が実現します。
核心原理:磁気から熱へ
誘導加熱は、ファラデーの電磁誘導の法則とジュール熱効果という2つの基本的な物理原理の直接的な応用です。このプロセスは明確な順序で発生します。
ステップ1:交流磁場
プロセスは、高周波電源が銅製の誘導コイルに交流(AC)を送流することから始まります。このコイルは、加熱される部品に合わせて成形されていることが多く、一次回路として機能します。
高周波交流の流れは、コイルの周囲および内部の空間に強力で急速に変化する磁場を生成します。
ステップ2:渦電流の誘導
鋼鉄製のギアやアルミニウム製のチューブなどの電気伝導性ワークピースがこの磁場内に置かれると、磁場はその金属内に循環する電流を誘導します。
これらの小さな円形の電流の流れは、渦電流として知られています。この現象はファラデーの電磁誘導の法則によって記述されており、変化する磁場は導体に電圧(したがって電流)を誘導することを示しています。
ステップ3:抵抗による熱の発生
誘導された渦電流は、金属内を妨げられずに流れることができません。それらは材料固有の電気的抵抗に遭遇します。
この電流の流れに対する抵抗が摩擦と強烈な熱を発生させ、これはジュール熱として知られる原理です。熱は外部源から表面に適用されるのではなく、部品の内部で発生します。
なぜ「高周波」が重要なのか
交流の周波数は、部品がどのように加熱されるかを決定する重要な変数です。高周波システムは通常、60 kHzから500 kHzの範囲で動作します。
表皮効果
高周波を使用する最も重要な結果は、表皮効果と呼ばれる現象です。これは、周波数が高いほど、誘導された渦電流がワークピースの表面近くに集中することを決定します。
これは、熱が部品の深部ではなく、表面の非常に薄く明確な層で発生することを意味します。
加熱深さの制御
この加熱深さを制御できる能力は、主な利点です。非常に高い周波数(例:400 kHz)では、鋼部品の外側0.5mmのみが加熱される可能性がありますが、より低い周波数(例:10 kHz、これは技術的には「中周波数」)では、はるかに深く浸透します。
この制御により、エンジニアは加熱プロセスを特定の用途に合わせて正確に調整できます。
トレードオフと重要な考慮事項の理解
誘導加熱は強力ですが、万能の解決策ではありません。その有効性は特定の要因に依存します。
材料は導電性である必要がある
誘導加熱の主な要件は、ワークピースが電気的に導電性であることです。鋼、銅、真鍮、アルミニウムなどの金属には非常に効果的に機能しますが、プラスチック、ガラス、セラミックなどの絶縁体を直接加熱するために使用することはできません。
コイル設計の重要な役割
誘導コイルは一般的な部品ではありません。その形状、サイズ、ワークピースからの距離といった幾何学的形状が極めて重要です。これは磁場を集中させ、結果として生じる加熱パターンを決定します。
効果的な誘導加熱は、ほぼ常に、部品と目的の結果に合わせて特別に設計および調整されたコイルを必要とします。
高効率 対 初期費用
誘導システムは極めてエネルギー効率が高く、しばしば90%以上の効率を達成します。これは、エネルギーが周囲環境への熱損失を最小限に抑えて部品に直接伝達されるためです。
しかし、高周波電源、冷却システム、カスタムコイルの初期投資は、従来のオーブンやトーチよりもかなり高くなる可能性があります。
用途に最適な選択をする
適切な加熱プロセスの選択は、あなたの目的に完全に依存します。
- 表面硬化が主な焦点の場合: 高周波誘導は、コンポーネントのコアを延性があり丈夫なままに保ちながら、硬く耐摩耗性のある外側ケースを作成するのに理想的です。
- ろう付けまたははんだ付けが主な焦点の場合: 誘導は接合部に急速かつ局所的な熱を提供し、アセンブリ全体を歪ませたり焼きなまししたりすることなく、強力でクリーンな接合を可能にします。
- 部品全体(通し加熱)の加熱が主な焦点の場合: より低い周波数の誘導システムは、鍛造や成形などの用途のために深く均一な熱浸透を達成するのに適しています。
- 速度と再現性が主な焦点の場合: 誘導の正確な制御と急速な加熱サイクルは、一貫性が最も重要となる自動化された大量生産ラインにとって優れています。
これらの原理を理解することで、従来の手段では不可能な、より速く、よりクリーンで、より正確な製造結果を達成するために誘導加熱を活用できます。
要約表:
| 主要因 | 仕組み | 重要性 |
|---|---|---|
| 電磁誘導 | コイル内の交流電流が磁場を生成し、ワークピース内に渦電流を誘導する。 | 熱は外部から加えられるのではなく、材料の内部で生成される。 |
| ジュール熱効果 | 渦電流に対する材料の抵抗が電気エネルギーを強烈な熱に変換する。 | エネルギー損失を最小限に抑え、迅速かつ高効率な加熱を可能にする。 |
| 表皮効果(高周波) | 周波数が高いほど、熱は部品の表面近くに集中する。 | 表面硬化などの用途のために加熱深さを正確に制御できる。 |
| 材料の適合性 | 電気伝導性のある金属(鋼、銅、アルミニウム)で機能する。 | 金属加工には理想的だが、プラスチックやセラミックなどの絶縁材料には適さない。 |
ラボや生産ラインで誘導加熱の速度と精度を活用する準備はできましたか?
KINTEKは、ろう付け、はんだ付け、熱処理などの用途に合わせて調整された誘導加熱システムを含む、高性能ラボ機器を専門としています。当社のソリューションは、優れた結果とエネルギー効率のために必要な、迅速で局所的な熱を提供します。
より速いサイクルタイムと比類のないプロセス制御を実現する方法について、当社の専門家にご相談ください。
ビジュアルガイド