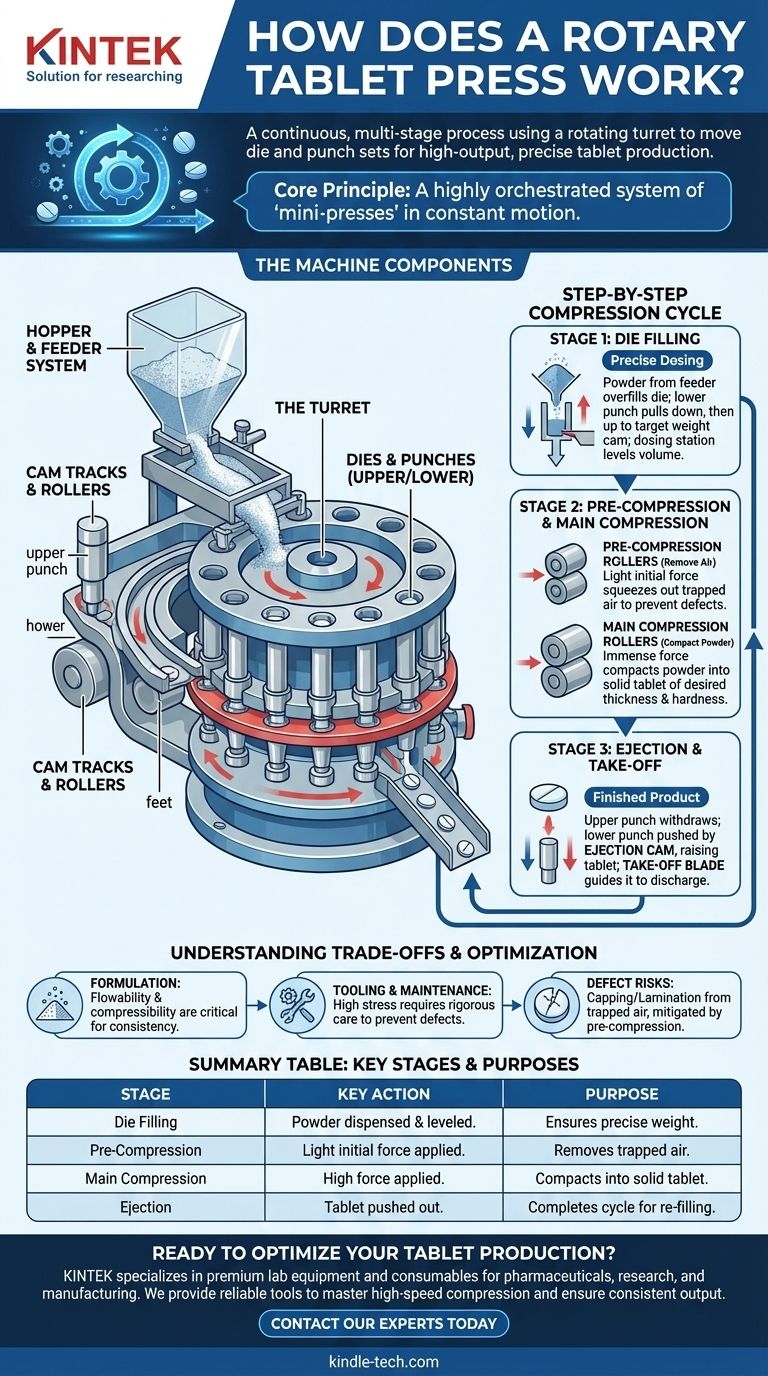
ロータリー打錠機は、その核となる部分で、回転するタレットを使用して一連の個々のダイとパンチのセットを連続した多段階プロセスで移動させることで機能します。 このアセンブリライン方式では、あるステーションでダイに粉末を充填し、別のステーションでその粉末を錠剤に圧縮し、3番目のステーションで完成した錠剤を排出するというプロセスが同時に行われます。この並行処理が、その驚異的な高生産量を可能にしています。
理解すべき本質的な原則は、ロータリー打錠機が一度に1つの動作を行う単一の機械ではないということです。これは、数十の「ミニプレス」(パンチとダイのセット)が連続した円を描いて移動し、それぞれが回転の特定の時点で特定の動作を行う、高度に組織化されたシステムです。この設計が、その速度と精度の両方の鍵となります。

主要な構成要素とその役割
プロセスを理解するには、まずそれを可能にする主要な構成要素を理解する必要があります。この機械は、それぞれ特定の機能を持つ相互に連結された部品のシステムです。
タレット:機械の心臓部
中心となる回転部品はタレットです。これは錠剤を製造するために必要なすべての工具を保持します。
このタレットには一連のダイが含まれており、これらは錠剤の形状と直径を決定するキャビティです。各ダイには、対応する上パンチと下パンチがあります。
フィーダーシステム:精密な計量を保証
プロセスは、バルク粉末製剤を保持するホッパーから始まります。この粉末はフィーダーシステムに流れ込みます。
フィーダーの役割は、粉末をタレット全体に分配し、すべてのダイが過剰に充填されることを確実にすることです。この意図的な過剰充填は、一貫性を確保するための重要なステップです。
充填直後、計量ステーションがタレット表面から余分な粉末を掻き取り、各ダイに正確に測定された均一な量の粉末を残します。この動作が錠剤重量を制御する主要な方法です。
カムトラックとローラー:動作の調整
カムトラックは、タレットと一緒に回転する上パンチと下パンチの垂直方向の動きを制御する固定ガイドです。パンチにはこれらのトラックを追従する「足」があります。
パンチがカムによってガイドされると、頑丈な圧縮ローラーのペアの間を通過します。ここで錠剤を形成するための力が加えられます。
段階的な圧縮サイクル
単一のパンチとダイのセットにとって、プレス周りの行程は3つの異なる段階で構成されます。
ステージ1:ダイ充填
ダイがフィーダーシステムの下を通過すると、下パンチがカムトラックによって引き下げられます。これにより、粉末が過剰に充填されるキャビティが作成されます。
その後、下パンチは目標重量カムまでわずかに上昇し、正確な量が残るまで少量の粉末を押し出し、その後計量ステーションによって均されます。
ステージ2:予備圧縮と主圧縮
タレットが回転し、充填されたダイをフィーダーから遠ざけます。上パンチは、カムトラックによってガイドされ、ダイの中に降ろされます。
パンチはまず予備圧縮ローラーの間を通過します。これにより軽い初期力が加えられ、これは粉末中の閉じ込められた空気を押し出し、欠陥を防ぐために重要です。
直後、パンチははるかに大きな主圧縮ローラーの間を通過します。これらのローラーは、粉末を目的の厚さと硬さの固形錠剤に圧縮するために必要な最終的な、途方もない力を加えます。
ステージ3:排出と取り出し
主圧縮後、上パンチはカムトラックによってダイから引き抜かれます。
同時に、下パンチは排出カムによって上方に押し上げられ、完成した錠剤をダイテーブルの上面と面一になるまで持ち上げます。
その後、固定された取り出しブレードが排出された錠剤をタレットから優しくガイドし、排出シュートに送られ、そこで回収されます。これでそのダイのサイクルは完了し、再び充填ステーションに戻って繰り返されます。
トレードオフの理解
非常に効率的である一方で、ロータリー打錠機システムには課題がないわけではありません。成功は機械自体だけでなく、他の要因にも依存します。
製剤の重要な役割
プロセス全体は、粉末が優れた流動性と圧縮性を持つことに依存しています。流動性の悪い粉末はダイを均一に充填せず、錠剤の重量変動につながります。うまく圧縮されない粉末は、脆いまたは欠陥のある錠剤になる可能性があります。
工具とメンテナンスの要求
高速と途方もない力は、パンチとダイ(工具)に大きなストレスをかけます。この工具は高価であり、欠陥を防ぎ、製品の品質を確保するために厳格な検査、清掃、メンテナンスが必要です。
一般的な欠陥のリスク
高速圧縮は、キャッピング(錠剤の上面が分離する)やラミネーション(錠剤が層状に剥離する)などの欠陥のリスクを高めます。これらの問題は、多くの場合、粉末内に閉じ込められた空気によって引き起こされ、予備圧縮段階はこれを軽減するように設計されています。
この知識をあなたの目標に適用する
ロータリー打錠機がどのように機能するかを理解することで、問題を診断し、情報に基づいた決定を下すことができます。
- プロセスの最適化が主な焦点の場合:フィーダー、計量ステーション、および予備圧縮ローラーは、錠剤の重量、均一性、および欠陥防止のための主要な制御点です。
- 機器の選択が主な焦点の場合:ロータリー打錠機は、商業的な大量生産にとって唯一実行可能な選択肢であり、よりシンプルな単発打錠機は研究開発に適しています。
- 品質管理が主な焦点の場合:錠剤の硬度と脆性は主圧縮ローラーで加えられる力に直接関係し、キャッピングなどの欠陥は予備圧縮または粉末製剤自体の問題を示すことがよくあります。
この連続回転プロセスのメカニズムを習得することで、現代の錠剤製造の効率と品質を制御できるようになります。
要約表:
| 段階 | 主要な動作 | 目的 |
|---|---|---|
| ダイ充填 | 粉末がダイに供給され、余分な粉末が掻き取られる。 | 正確で一貫した錠剤重量を確保する。 |
| 予備圧縮 | ローラーによって軽い初期力が加えられる。 | キャッピングなどの錠剤欠陥を防ぐために閉じ込められた空気を取り除く。 |
| 主圧縮 | 主ローラーによって高い力が加えられる。 | 粉末を目的の硬さの固形錠剤に圧縮する。 |
| 排出 | 完成した錠剤がダイから押し出される。 | サイクルを完了し、ダイを再充填の準備をする。 |
錠剤生産を最適化する準備はできていますか?
ロータリー打錠機のメカニズムを理解することは、研究室や生産施設で比類のない効率と品質を達成するための第一歩です。適切な機器は成功のために不可欠です。
KINTEKは、医薬品、研究、製造における研究室の精密なニーズに応えるプレミアムな研究室機器と消耗品を専門としています。 高速圧縮を習得し、欠陥を最小限に抑え、一貫した生産量を確保するために必要な信頼性の高いツールと専門的なサポートを提供します。
お客様の具体的な要件について話し合いましょう。 今すぐ専門家にお問い合わせください。お客様の目標に最適なロータリー打錠機ソリューションを見つけます。
ビジュアルガイド
関連製品
- TDP用シングルパンチ打錠機および大量生産用ロータリー打錠機
- ラボスケール回転式シングルパンチタブレット打錠機 TDP タブレット打錠機
- 回転楕円形および正方形金型用マルチパンチロータリー打錠機金型リング
- 単一パンチ手動打錠機 TDP打錠機
- 単発式電気錠剤プレス機 実験用粉末打錠機 TDP打錠機










