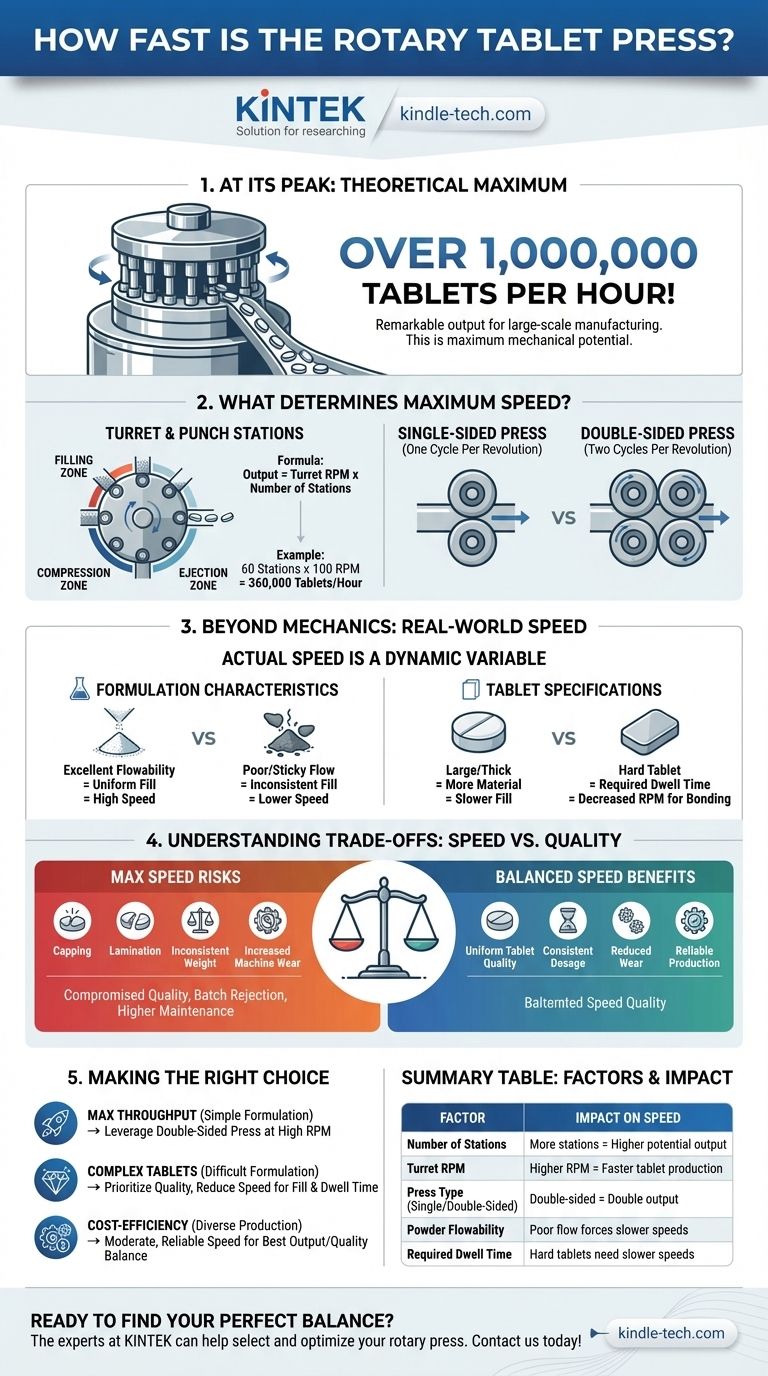
ピーク時、高速ロータリー打錠機は1時間あたり1,000,000錠を超える錠剤を生産することができます。この驚異的な生産量は、大規模製造で採用される主な理由です。しかし、この数値は機械の最大機械的潜在能力を表しており、すべての用途における実用的な速度ではありません。
ロータリー打錠機の真の生産速度は固定された数値ではありません。それは、機械の設計、ステーションの数、そして最も重要なことに、圧縮される粉末の物理的特性と最終錠剤の品質要件によって決定される動的な変数です。
最大速度を決定するものは何ですか?
ロータリー打錠機の高い生産量は、その核となる設計原理である並列処理から来ています。単一のステーションではなく、複数のパンチとダイのセットが取り付けられた回転するタレットを使用します。
タレットとパンチステーションの役割
機械の心臓部は、多数のパンチステーションを保持するタレットです。各ステーションは、1つの錠剤を製造するための完全なシステムです。タレットが回転すると、各ステーションは充填、圧縮、排出ゾーンを順次通過します。
総生産量は、タレットの回転速度とステーションの数の直接的な関数です。60ステーションのプレスが1分あたり100回転(RPM)で稼働する場合、理論上の生産量は1分あたり6,000錠(1時間あたり360,000錠)になります。
片面式と両面式プレス
片面式ロータリープレスには、1つの充填ステーションと1組の圧縮ローラーがあります。充填、圧縮、排出の全プロセスは、各ステーションで1回転につき1回行われます。
高生産量の機械は、しばしば両面式です。これらは、タレットの両側に2つの独立した充填ステーションと2組の圧縮ローラーを備えています。この設計により、同じ回転速度で生産量が実質的に2倍になり、最高の生産速度が可能になります。

機械的要素を超えて:実世界の速度が異なる理由
最大理論速度を達成することは、実際にはまれです。実際の持続可能な生産速度は、粉末配合と望ましい錠剤品質との相互作用によって、ほとんどの場合低くなります。
配合特性
最も重要な要素は粉末自体です。優れた流動性を持つ配合は、高速でもダイキャビティを均一かつ迅速に充填します。
流動性の悪い、または「粘着性のある」粉末は、ダイを適切に充填するためにより多くの時間を必要とします。そのような材料でプレスを速すぎると、錠剤の重量が不均一になり、バッチが不良品となり、オペレーターは速度を落とすことを余儀なくされます。
錠剤の仕様
錠剤の物理的要件も速度を制限します。大きくて厚い錠剤は、ダイを充填するためにより多くの材料を必要とします。
さらに、非常に硬い錠剤を作成するには、十分な滞留時間(パンチが最大圧力下にある時間)が必要です。滞留時間を増やし、適切な結合を確保するためには、タレットの回転速度を落とす必要があることがよくあります。
トレードオフを理解する:速度 vs. 品質
他の要因を考慮せずにロータリープレスを最大速度まで押し上げると、必然的に錠剤の品質が損なわれます。これが錠剤製造における中心的なトレードオフです。
キャッピングとラミネーションのリスク
非常に高速で圧縮すると、ダイキャビティ内の粉末に空気が閉じ込められることがあります。圧縮中にこの閉じ込められた空気により、錠剤の上面が剥がれたり(キャッピング)、本体が層に分裂したりする(ラミネーション)ことがあります。これらはバッチ不良につながる重大な欠陥です。
不均一な重量と用量
錠剤の重量を正確に制御することは、特に医薬品において不可欠です。粉末が各ダイを均一に充填できる速度よりもプレスが速く稼働すると、錠剤の重量は変動します。これは用量の一貫性の欠如につながり、主要な品質不良となります。
機械の摩耗の増加
プレスを絶対最大速度で長期間稼働させると、工具(パンチとダイ)やその他の機械部品の摩耗が著しく増加します。これにより、メンテナンスの頻度が増え、ダウンタイムが発生し、長期的な運用コストが高くなり、高い生産量の利点が相殺される可能性があります。
目標に合った適切な選択をする
ロータリープレスの「速度」は1つの数値ではなく、可能性の範囲です。あなたの運用目標が、その範囲内の最適な点を決定します。
- 単純で流動性の高い配合で最大スループットが主な焦点の場合: 両面式プレスを高速RPMで利用して、機械の最高定格速度に近づけることができます。
- 複雑または圧縮が難しい錠剤の製造が主な焦点の場合: 適切なダイ充填と十分な滞留時間を確保するために速度を落とすことで、品質と一貫性を優先する必要があります。
- 多様なまたは小規模生産で費用対効果が主な焦点の場合: ロータリープレスにおける錠剤パラメータの独立した制御は柔軟性を提供しますが、中程度で信頼性の高い速度で稼働させることで、生産量と品質の最高のバランスが得られます。
最終的に、ロータリー打錠機の最適な速度とは、特定の製品に対して高品質の錠剤を一貫して効率的に提供できる速度のことです。
要約表:
| 要因 | 速度への影響 |
|---|---|
| ステーション数 | ステーションが多いほど、1回転あたりの潜在的な生産量が増加します。 |
| タレットRPM | RPMが高いほど、錠剤の生産が速くなります。 |
| プレスタイプ(片面/両面) | 両面式プレスは、同じRPMで生産量を2倍にすることができます。 |
| 粉末の流動性 | 流動性が悪いと、均一な充填を確保するために速度を落とす必要があります。 |
| 必要な滞留時間 | 硬い錠剤は、適切な圧縮のために速度を落とす必要があります。 |
錠剤生産における速度と品質の完璧なバランスを見つける準備はできていますか? KINTEKの専門家が、お客様の特定の配合と生産目標に合わせたロータリープレスの選択と最適化をお手伝いします。今すぐお問い合わせください。研究室の機器のニーズについてご相談ください!
ビジュアルガイド
関連製品
- TDP用シングルパンチ打錠機および大量生産用ロータリー打錠機
- ラボスケール回転式シングルパンチタブレット打錠機 TDP タブレット打錠機
- 回転楕円形および正方形金型用マルチパンチロータリー打錠機金型リング
- 単一パンチ手動打錠機 TDP打錠機
- 単発式電気錠剤プレス機 実験用粉末打錠機 TDP打錠機










