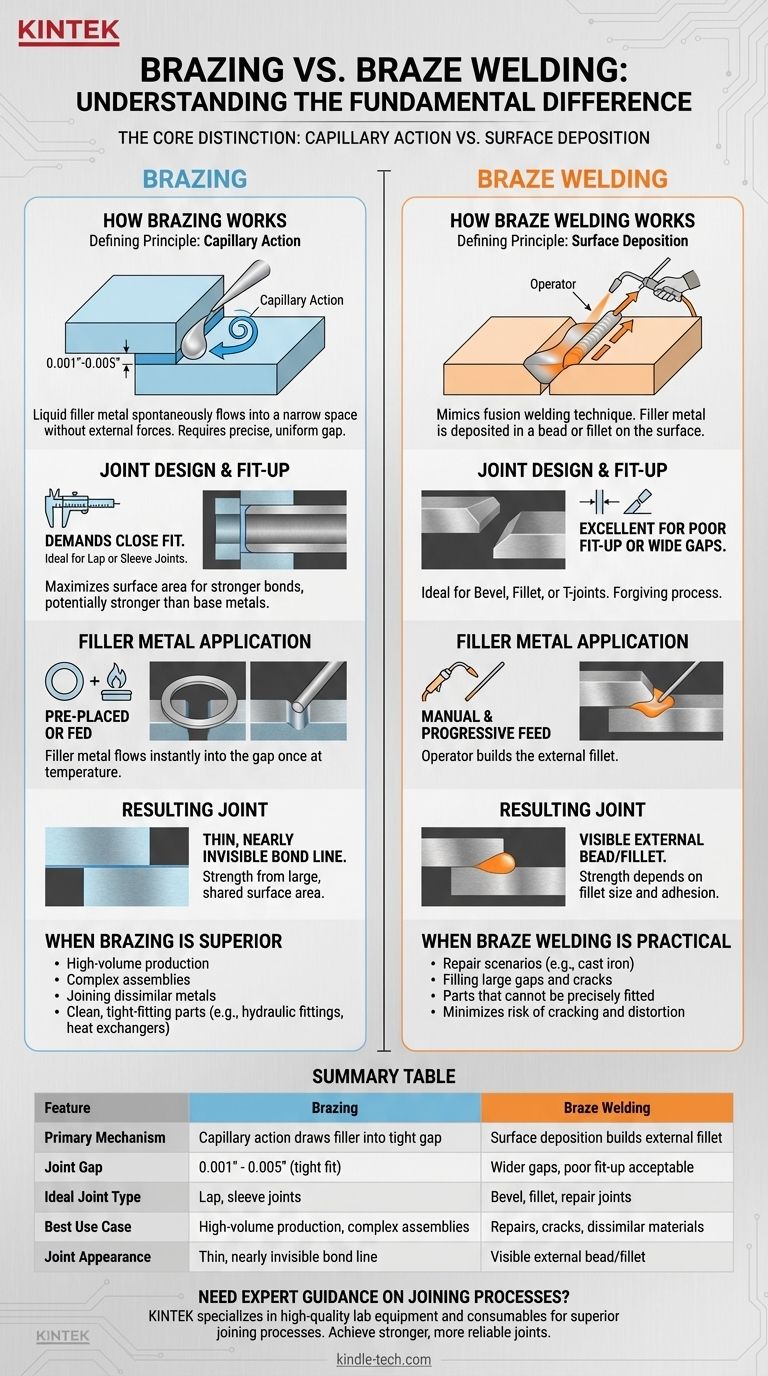
根本的なレベルでは、違いはフィラーメタルが部品を接合する方法にあります。真のろう付けは、2つの部品間の非常に狭くきれいな隙間に溶融したフィラーメタルを引き込むために毛細管現象を利用します。対照的に、ろう溶接は、母材を溶融させることなく、従来の溶接と非常によく似た方法で、接合部の表面にビードまたはフィレットとしてフィラーメタルを堆積させます。
核心的な区別は単純です。ろう付けはフィラーメタルを接合部に引き込み、ろう溶接はフィラーメタルを接合部に載せます。この応用の単一の違いが、接合部の設計から各プロセスの適切な使用例まですべてを決定します。
決定的な原理:毛細管現象 対 表面堆積
違いを真に理解するには、各プロセスで機能する物理的メカニズムを理解する必要があります。どちらも母材よりも低い温度で溶けるフィラーメタルを使用しますが、それらは根本的に異なります。
ろう付けの仕組み
ろう付けは毛細管現象によって定義されます。これは、重力などの外部からの力による助けなしに、あるいはそれに逆らってでも、液体が狭い空間に自発的に流れ込む現象です。
これが起こるためには、接合部は非常に特定の均一な隙間(通常は0.001インチから0.005インチの間)で設計されている必要があります。その後、フィラーメタルがこの接合部の端に導入され、そこで溶融し、瞬時に隙間に引き込まれ、接合面全体にわたって完全で高強度の結合が形成されます。
ろう溶接の仕組み
ろう溶接は毛細管現象を使用しません。代わりに、この技術は従来の溶融溶接(TIGやアセチレン溶接など)を模倣します。
熱源を使用して、母材の表面に溶融したフィラーメタルのプールを作成します。オペレーターはその後、このプールにフィラーロッドをさらに手動で加えて、シームに沿ってビードまたはフィレットを構築します。これは、毛細管現象が機能するためのタイトな隙間がないV字溝、突合せ継手、またはT継手の充填に使用されます。

プロセスの直接比較
接合部の準備と応用の実際的な違いは、毛細管現象の有無から直接生じます。
接合部の設計と嵌合(フィットアップ)
ろう付けには、密接に嵌合する接合部が必要です。重ね継手またはスリーブ継手が理想的です。なぜなら、これらはフィラーメタルが結合するための表面積を最大化し、母材自体よりも強い接合部をもたらすからです。
一方、ろう溶接は、嵌合不良や広い隙間のある接合部に優れています。アーク溶接用に準備されるものと似た、面取り継手やフィレット継手にしばしば使用されます。
フィラーメタルの適用
ろう付けでは、フィラーメタルは加熱前にアセンブリ内にリングまたはシムとして予備配置することができます。あるいは、アセンブリが所定の温度になったときに接合線に触れると、瞬時に隙間に流れ込みます。
ろう溶接では、フィラーロッドは接合線に沿って熱源に手動で段階的に供給され、外部フィレットを構築します。
結果として得られる接合部の強度と外観
適切にろう付けされた接合部は、非常に薄く、ほとんど見えない結合線を持っています。その強度は、接合される2つの部品の広い共有表面積に由来します。
ろう溶接された接合部は、溶接された接合部と外観が似た目に見える外部ビードを持ちます。その強度は、フィレットのサイズと母材表面への密着性に依存します。
トレードオフの理解
「ろう溶接」という用語は絶えず混乱の原因となっています。その適用技術(溶接に似ている)にちなんで名付けられていますが、その根本的な物理学(母材の非溶融)により、ろう付けファミリーのプロセスとなっています。
ろう付けが優れた選択肢となる場合
ろう付けは、大量生産、複雑なアセンブリ、異種金属の接合に最適です。きれいでタイトに嵌合する部品の接合面全体を接合できる能力は、油圧継手、熱交換器、航空宇宙部品の製造に最適です。
ろう溶接がより実用的になる場合
ろう溶接は、特に鋳鉄のような熱に敏感な材料の修理シナリオで優れています。母材を溶融させることなく広い隙間や亀裂を埋める能力は、亀裂や変形の危険性を最小限に抑えます。これは、正確に嵌合できない部品を接合するための寛容なプロセスです。
主な制限
溶融溶接と比較した場合、両プロセスの主な制限は温度耐性です。フィラーメタルは融点が低いため、ろう付けおよびろう溶接された接合部は、再溶融する可能性のある高温用途には適していません。
応用に最適な選択
最適な方法は、接合部の構成、材料、最終的な目的に基づいて決定されます。
- 最大のせん断強度で密接に嵌合する部品の接合を主な目的とする場合: 毛細管現象が完全で均一な接合部の浸透を保証するため、従来のろう付けを選択します。
- 亀裂の修理や嵌合不良の部品の接合を主な目的とする場合: ろう溶接を選択し、材料を効果的に盛り上げ、隙間を橋渡しします。
- 薄い板金を端部で接合することを主な目的とする場合: ろう付けでは重ね継手設計が必要になるのに対し、ろう溶接では強力なフィレットを作成できます。
- チューブまたはパイプ継手で強力で漏れのないシールを作成することを主な目的とする場合: スリーブ継手を完全に浸透させる能力があるため、ろう付けが業界標準です。
結局のところ、タスクがタイトな隙間を埋める必要があるか、外部フィレットを構築する必要があるかを知ることが、常に正しいプロセスへと導きます。
要約表:
| 特徴 | ろう付け | ろう溶接 |
|---|---|---|
| 主なメカニズム | 毛細管現象がタイトな隙間にフィラーを引き込む | 表面堆積が外部フィレットを構築する |
| 接合部の隙間 | 0.001" - 0.005"(タイトフィット) | より広い隙間、嵌合不良でも許容される |
| 理想的な接合タイプ | 重ね継手、スリーブ継手 | 面取り継手、フィレット継手、修理継手 |
| 最適な使用例 | 大量生産、複雑なアセンブリ | 修理、亀裂、異種材料 |
| 接合部の外観 | 薄く、ほとんど見えない結合線 | 目に見える外部ビード/フィレット |
接合プロセスに関する専門家のガイダンスが必要ですか?
精密なろう付けを必要とする複雑なアセンブリに取り組んでいる場合でも、ろう溶接で困難な修理に取り組んでいる場合でも、適切な機器と消耗品を持っていることが成功には不可欠です。
KINTEKは、優れた接合プロセスをサポートする高品質の実験装置と消耗品を専門としています。当社の製品は、研究所や製造施設において、一貫した熱適用、適切なフィラーメタルの流れ、信頼性の高い結果を保証するのに役立ちます。
より強力で信頼性の高い接合を実現するために、私たちがお手伝いします。
当社の専門家に今すぐお問い合わせいただき、お客様固有のアプリケーションのニーズについてご相談の上、KINTEKのソリューションがお客様の接合能力をどのように向上させることができるかをご確認ください。
ビジュアルガイド