真空注型には、単一の温度というものはありません。その代わりに、高品質な部品を製造するために、異なる段階で一連の制御された温度に依存するプロセスです。最も一般的には、金型の予熱と部品の硬化という主要な段階は、60°Cから80°C(140°Fから176°F)に設定されたオーブンで行われますが、これは使用する特定の材料に大きく依存します。
重要な洞察は、真空注型温度が単一の設定ではなく、制御された熱プロファイルであるということです。成功は、金型予熱、樹脂混合、最終硬化という3つの異なる段階を管理することにかかっています。それぞれの段階が、部品の流れ、ディテール、最終的な特性に直接影響を与えるからです。

なぜ温度が単一の数値以上の意味を持つのか
真空注型温度を単一の値として考えるのは、よくある単純化です。実際には、熱の旅を管理しているのです。各段階には明確な目的があり、成功した結果を得るためには正確な温度制御が必要です。
3つの重要な温度ゾーン
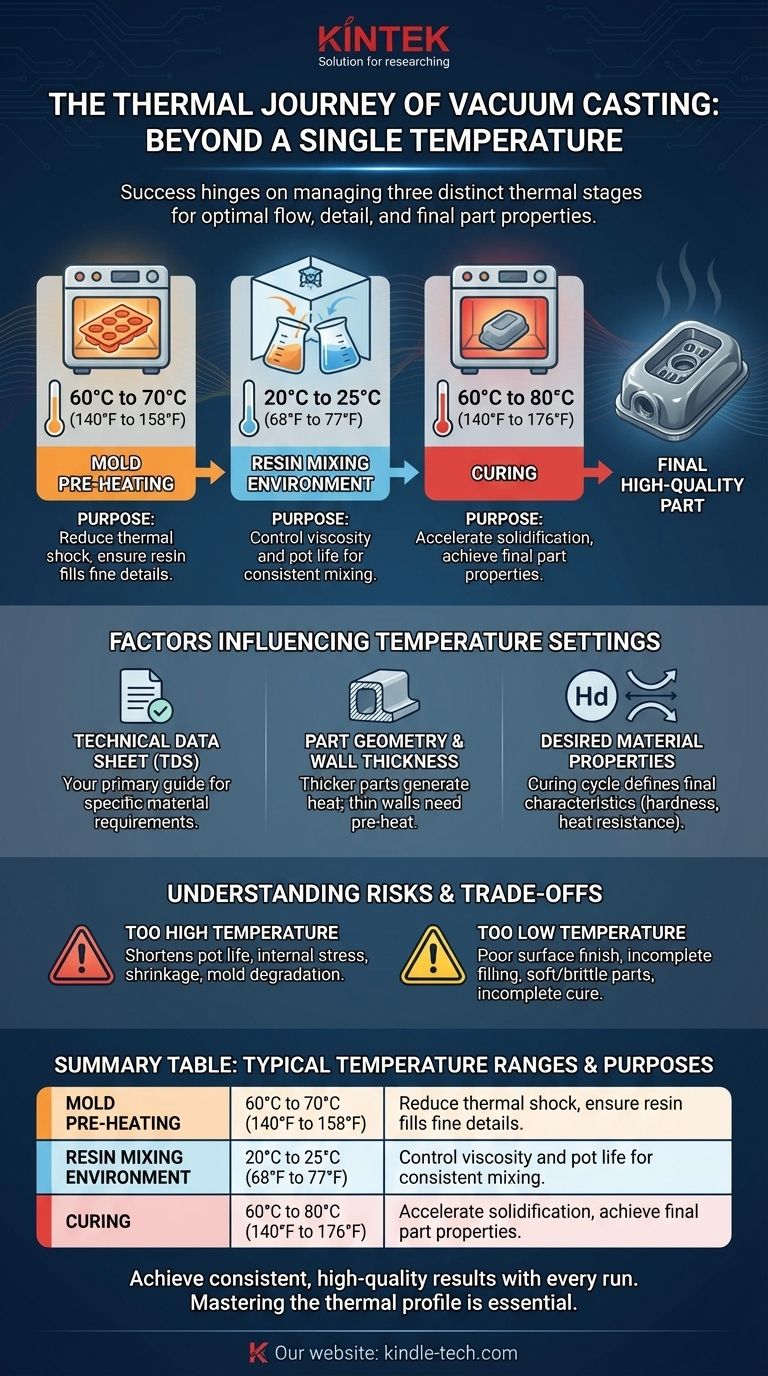
このプロセスは、3つの熱段階に分解して理解するのが最適です。
- 金型予熱:注型前に、シリコーン型をオーブンで加熱します。これは通常、60°Cから70°Cで行われます。主な目的は、液体樹脂が注入されたときの熱衝撃を軽減し、金型キャビティのあらゆる複雑なディテールを満たすのに十分な時間、流動性を保つことです。
- 樹脂と混合環境:2液性樹脂(通常はポリウレタン)は、制御された周囲温度、通常は標準室温(20°Cから25°C)で混合されます。ここでは一貫性が重要です。温度は材料の初期粘度(とろみ)とポットライフ(ゲル化が始まるまでの作業時間)に大きく影響するからです。
- 硬化:真空下で樹脂が金型に注入された後、アセンブリ全体をオーブンに戻して硬化させます。この硬化温度は、多くの場合60°Cから80°Cで、化学反応を促進し、部品が数日ではなく数時間で固化し、最終的な機械的特性を達成できるようにします。
例え:ケーキを焼くようなもの
このプロセスを高性能なケーキを焼くようなものだと考えてみてください。均一に焼けるようにオーブン(金型)を予熱します。完璧な生地の粘度を得るために、適切な温度で材料(樹脂)を混ぜます。最後に、正しく固まるように、正確な温度で特定の時間焼きます(部品を硬化させます)。
温度設定に影響を与える要因
60-80°Cの範囲は一般的なガイドラインですが、プロジェクトに最適な温度はいくつかの重要な要因によって異なります。
テクニカルデータシート(TDS)があなたのガイドです
最も重要な文書は、樹脂メーカーが提供するテクニカルデータシート(TDS)です。この文書には、その正確な材料に推奨される予熱および硬化温度と時間が明記されています。TDSから逸脱することはリスクを伴います。
部品の形状と肉厚
肉厚の部品は、樹脂硬化の発熱反応によってかなりの内部熱を発生する可能性があります。これにより、内部応力や反りを防ぐために、わずかに低い硬化温度が必要になる場合があります。逆に、非常に薄肉の部品は、樹脂が固まり始める前にすべての特徴に流れ込むように、適切に予熱された金型から恩恵を受けます。
望ましい材料特性
硬化サイクル(温度と期間の両方)は、部品の最終的な特性に直接影響します。硬度、耐熱性、柔軟性を最大化する必要がある場合は、メーカー推奨の硬化プロファイルを厳守することが不可欠です。
トレードオフとリスクの理解
どの段階でも間違った温度を選択すると、重大なリスクが生じ、部品の失敗に簡単につながる可能性があります。
温度が高すぎるリスク
金型を加熱したり、部品を硬化させたりする温度が高すぎると、多くの問題を引き起こす可能性があります。樹脂のポットライフを劇的に短縮し、金型を満たす前にゲル化する可能性があります。また、内部応力、収縮、シリコーン型自体の早期劣化につながる可能性もあります。
温度が低すぎるリスク
温度が低すぎる場合も同様に問題です。加熱が不十分な金型は、樹脂が接触時に冷えて固まり、表面仕上げの不良や微細なディテールの不完全な充填につながります。不十分な硬化温度は、不完全な硬化につながり、部品が柔らかく、弱く、または脆くなり、データシートに記載されている特性が得られなくなります。
隠れた危険:一貫性の欠如
おそらく最大のリスクは一貫性の欠如です。安定した再現性のある熱プロセスは、高品質な真空注型の基盤です。周囲温度やオーブン設定の変動は、部品ごとに予測不可能な結果につながります。
プロジェクトに適切な温度を決定する方法
材料のデータシートを出発点として使用し、特定の目標に基づいて調整します。
- 微細なディテールの再現に重点を置く場合:注型中の樹脂粘度を可能な限り低く保つために、徹底的な金型予熱(例:65-70°C)を優先します。
- 特定の機械的特性の達成に重点を置く場合:材料のテクニカルデータシートに指定されている硬化温度と期間を厳守します。
- 迅速なプロトタイピング速度に重点を置く場合:プロセスを加速するために、推奨される硬化範囲の上限を使用する場合がありますが、内部応力における潜在的なトレードオフに注意してください。
最終的に、温度制御を習得することは、真空注型を変動の多い芸術から再現性のある科学へと変貌させます。
要約表:
| 段階 | 一般的な温度範囲 | 主な目的 |
|---|---|---|
| 金型予熱 | 60°C~70°C (140°F~158°F) | 熱衝撃を軽減し、樹脂が微細なディテールを満たすことを保証 |
| 樹脂混合 | 20°C~25°C (68°F~77°F) | 粘度とポットライフを制御し、一貫した混合を実現 |
| 硬化 | 60°C~80°C (140°F~176°F) | 固化を促進し、最終的な部品特性を達成 |
すべての真空注型で、一貫した高品質な結果を達成しましょう。
熱プロファイルを習得することは、微細なディテールと正確な機械的特性を持つ部品を製造するために不可欠です。KINTEKは、この精度をサポートする実験装置と消耗品を専門としており、一貫した加熱と硬化のための信頼性の高いオーブンから、特定のプロトタイピングまたは生産ニーズに適した材料まで提供しています。
お客様のプロセスの完璧化をお手伝いします。 今すぐ当社の専門家にお問い合わせください。真空注型の要件について話し合い、当社のソリューションがお客様のラボの効率と生産量をどのように向上させることができるかを発見してください。
ビジュアルガイド