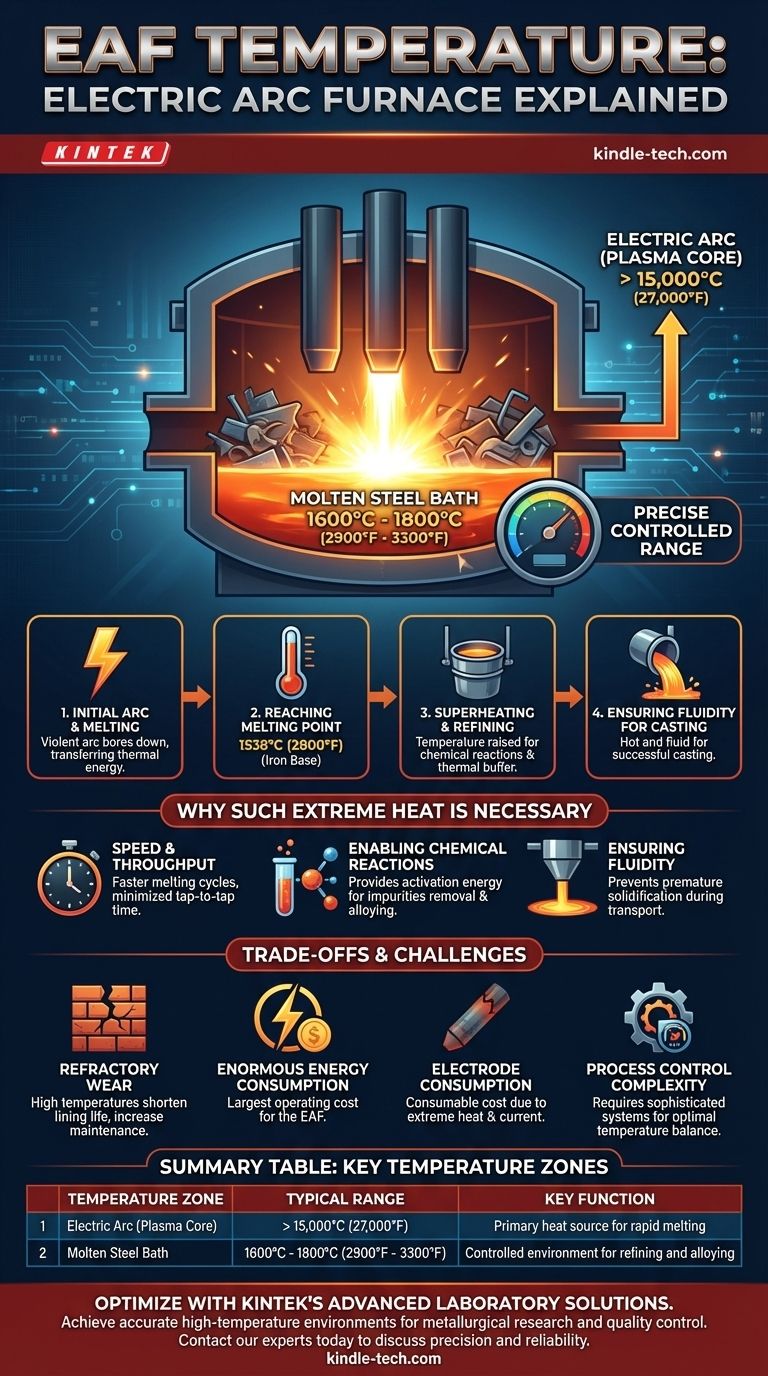
電気アーク炉(EAF)では、溶融鋼浴の温度は1600°Cから1800°C(2900°Fから3300°F)の範囲で精密に制御されます。これは鋼の融点を大幅に上回っており、重要な精錬および合金化プロセスを可能にします。この熱を発生させる電気アーク自体ははるかに高温で、そのプラズマコアでは15,000°C(27,000°F)を超える温度に達することがあります。
EAFの温度を理解することは、単一の数字についてではありません。それは、電気アークの巨大で局所的な熱と、高品質の鋼を効率的に生産するための重要な変数である溶融鋼浴の慎重に管理された温度との違いを認識することです。
溶融鋼への道のり
EAF内部のプロセスは、強烈な加熱と冶金学的精錬の慎重に制御された一連のものです。温度は、各段階を推進するために使用される主要なツールです。
初期のアークと溶解
プロセスは、3本の巨大なグラファイト電極がスクラップ金属で満たされた炉に降ろされることから始まります。強力な電流がそれらを通って流れ、電極とスクラップの間に輝かしく激しい電気アークを生成します。このアークは、閉じ込められた稲妻のように、瞬時に穴を開け始め、莫大な熱エネルギーを伝達して金属を溶かします。
融点への到達
純鉄の基本融点は約1538°C(2800°F)です。EAFは、この温度に達するだけでなく、それを大幅に上回る必要があり、すべてのスクラップが完全に液体になり、鋼が次のステップの準備ができるようにします。
過熱と浴の精錬
溶融プール、または浴が形成されると、目標は単純な溶解から精錬へと移行します。温度は意図的にさらに上昇され、このプロセスは過熱として知られています。この高温は2つの理由で不可欠です。リンや硫黄などの不純物を除去するために必要な化学反応を加速し、その後の輸送と鋳造中に鋼を溶融状態に保つために必要な熱的緩衝を提供します。

なぜこのような極端な熱が必要なのか
鋼の融点をはるかに超える温度で操作することは、現代の製鋼の要求によって推進される意図的な戦略です。高温は単なる副産物ではありません。それはプロセスの基本的な要件です。
速度と生産量
高温は、溶解サイクルの高速化に直接つながります。高生産環境では、「タップ・ツー・タップ」時間(1つの製鋼サイクルの総時間)を最小限に抑えることが経済的実行可能性にとって不可欠です。強烈な熱は仕事を迅速に完了させます。
化学反応の促進
多くの重要な精錬反応は吸熱性であり、進行するためにエネルギー入力が必要です。EAF内の高温は、不要な元素を除去し、合金を溶融浴に溶解させるために必要な活性化エネルギーを提供し、最終製品が正確な化学仕様を満たすことを保証します。
鋳造のための流動性の確保
完成した溶融鋼は、炉からタップされ、取鍋で連続鋳造機に輸送されなければなりません。この間、自然に熱を失います。初期の過熱は、鋼が適切に熱く流動性を保ち、時期尚早な凝固なしにうまく鋳造されることを保証します。
トレードオフと課題の理解
これらの極端な温度を管理することは、一連の重大な運用上の課題と経済的なトレードオフを生み出します。
耐火物の摩耗
炉の内張りは、耐熱性の耐火レンガでできており、強烈な熱と化学反応から常に攻撃を受けています。高い運転温度は、この内張りの寿命を劇的に短縮し、主要なメンテナンスコストとダウンタイムの原因となります。
莫大なエネルギー消費
この規模の電気アークを生成し維持するには、膨大な量の電力が必要です。エネルギーはEAFにとって最大の運転コストであることが多く、温度制御と効率的な加熱戦略が最重要課題となります。
電極の消費
グラファイト電極は永久ではありません。極端な温度と高い電流により、プロセス中にゆっくりと消費されます。この消費は、慎重に管理しなければならない直接的な運用コストです。
プロセス制御の複雑さ
目標は単に最大熱ではなく、最適熱です。過熱は電力を浪費し、炉を損傷しますが、加熱不足は組成が間違っていたり、鋳造の問題が発生したりして、鋼のバッチが失敗する可能性があります。これには、浴を正確な温度範囲内に維持するための洗練されたセンサーシステムと自動プロセス制御が必要です。
温度が私たちに語りかけるもの
EAFの温度を見るための適切な視点を選択することは、製鋼プロセスにおけるその機能を理解する上で重要です。
- 物理学に重点を置く場合: 鍵となるのはプラズマアーク自体であり、15,000°Cを超えることができ、信じられないほど効率的な局所的な熱源として機能します。
- 冶金学に重点を置く場合: 重要な温度は溶融鋼浴の温度であり、精錬を可能にし、最終的な化学組成を達成するために通常1600°Cから1800°Cの間で制御されます。
- 運用効率に重点を置く場合: 中心的な課題は、高い過熱(速度と品質のため)の必要性と、エネルギー消費および耐火物摩耗の直接コストとのバランスを取ることです。
最終的に、温度はEAFオペレーターが鋼の製造速度、品質、コストを制御するために使用する主要なレバーです。
要約表:
| 温度ゾーン | 代表的な範囲 | 主な機能 |
|---|---|---|
| 電気アーク(プラズマコア) | > 15,000°C (27,000°F) | 迅速な溶解のための主要な熱源 |
| 溶融鋼浴 | 1600°C - 1800°C (2900°F - 3300°F) | 精錬と合金化のための制御された環境 |
KINTEKの高度なラボソリューションで、お客様の冶金プロセスを最適化してください。
精密な温度制御の理解は、効率的な製鋼と材料試験の基本です。KINTEKでは、冶金研究と品質管理の厳しい要求を満たすように設計された、炉や温度制御システムを含む高性能ラボ機器の提供を専門としています。
当社の製品は、お客様を支援します:
- 正確で一貫した高温環境を実現する
- プロセス効率と再現性を向上させる
- 信頼性の高い性能により運用コストを削減する
製鋼、材料開発、または産業研究に携わっているかどうかにかかわらず、KINTEKは、お客様の目標をサポートするための専門知識と機器を備えています。
今すぐ当社の専門家にお問い合わせください。当社のソリューションがお客様の高温アプリケーションに精度と信頼性をもたらす方法についてご相談ください。
ビジュアルガイド
関連製品
- 真空アーク溶解炉
- 不消耗型真空アーク溶解炉
- 電気ロータリーキルン熱分解炉プラントマシンカルサイナー小型ロータリーキルン回転炉
- 活性炭再生用小型電気ロータリーキルン(回転炉)
- 電気ロータリーキルン連続稼働小型ロータリー炉加熱熱分解プラント



















