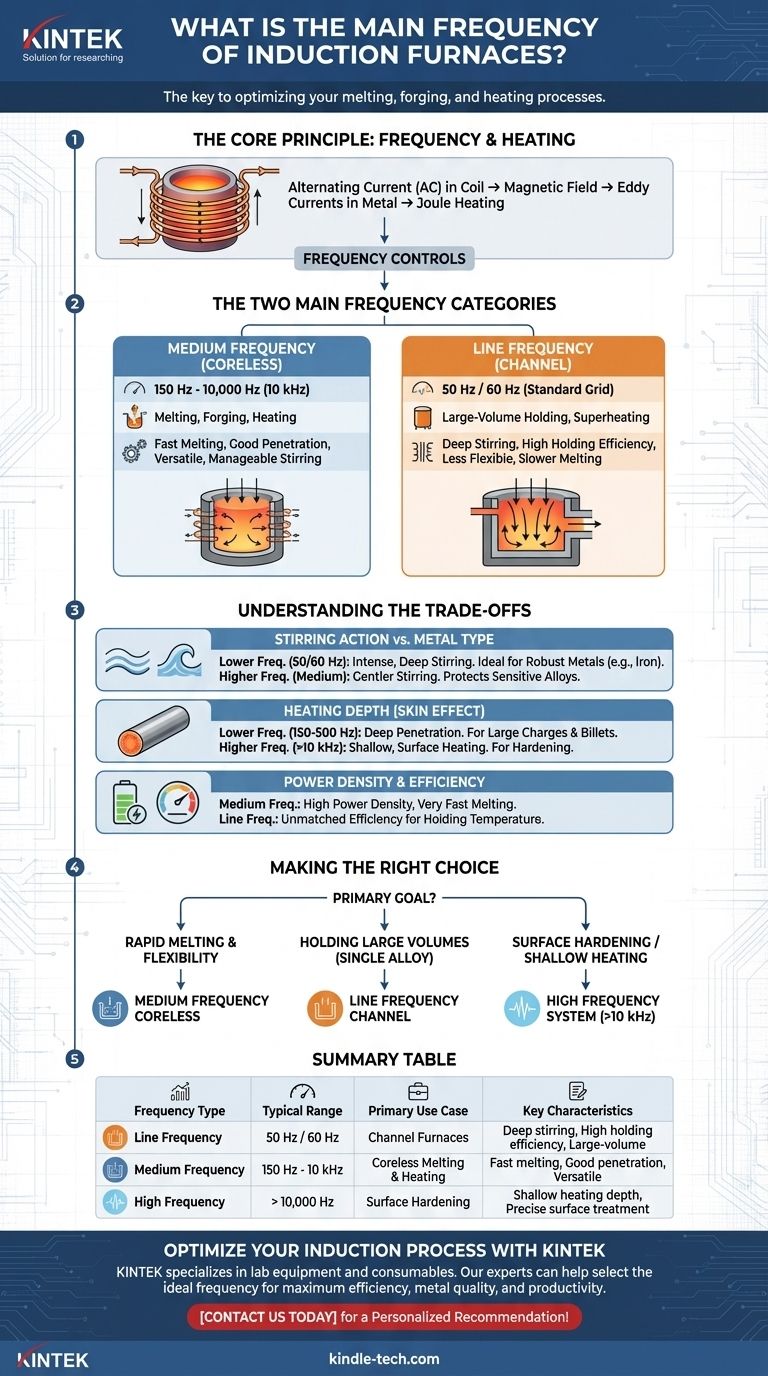
溶解、鍛造、加熱用途に使用される最新の誘導炉の主要周波数は、通常150 Hzから10,000 Hz(10 kHz)の範囲である中周波数です。ただし、チャネル炉として知られる別の種類の炉は、標準的な電力線周波数である50 Hzまたは60 Hzで動作します。これらの周波数の選択は恣意的なものではなく、炉の意図された用途によって完全に決定されます。
誘導炉の動作周波数は、最も重要な設計パラメーターです。これは、加熱の深さ、溶融金属の撹拌作用の強さ、特定の作業に対する全体的な効率を決定し、急速溶解炉と大容量保持炉を明確に区別します。
周波数が炉の動作を定義する方法
周波数がなぜそれほど重要なのかを理解するには、まず誘導加熱の基本原理を見る必要があります。
原理:磁場による発熱
誘導炉は、強力な交流電流を銅コイルに通すことによって機能します。これにより、コイル内に配置された金属の塊の周りに急速に変化する磁場が生成されます。
この磁場は、渦電流として知られる強力な二次電流を金属内部に誘導します。金属の自然な電気抵抗により、金属は急速に加熱され溶解します。これはジュール効果として知られるプロセスです。
制御:加熱における周波数の役割
コイル内の交流の周波数は、主要な制御変数です。これは、撹拌作用と加熱の深さ(表皮効果)の2つの重要な要素に直接影響します。
低い周波数は金属の奥深くまで浸透し、溶融槽により活発で乱流な撹拌を生み出します。
高い周波数は、加熱効果を金属の表面近くに集中させ、はるかに穏やかな撹拌作用を生み出します。
2つの主要な周波数カテゴリ
この原理に基づき、誘導炉は2つの主要なカテゴリに分類され、それぞれが異なる産業用途に適しています。
中周波数コアレス炉(150 Hz – 10 kHz)
これは、ほとんどの鋳造所、鍛造所、熱処理施設における現代の標準です。参考文献では、これらは「中周波数溶解炉」または「中周波数加熱炉」として言及されています。
それらの主な特徴は柔軟性です。この周波数範囲で動作することにより、良好な加熱浸透と制御可能な撹拌のバランスが取れており、スクラップ金属の迅速な溶解、材料の精製、鍛造用のビレットの加熱に優れています。
線周波数チャネル炉(50/60 Hz)
この古く、高度に専門化された設計は、電力網から直接供給される低周波数で動作します。参考文献で説明されているように、これは変圧器のように機能し、一次コイルが溶融金属の閉じたループまたは「チャネル」に電流を誘導します。
非常に低い周波数は非常に強力で深い撹拌作用を生み出し、大量の鋳鉄などの溶融金属の温度を維持するのに非常に効率的です。これらの炉は固体から溶解するのは速くありませんが、鋳鉄などの大量生産における大容量保持および過熱ユニットとして優れています。
トレードオフの理解
周波数の選択には、速度、効率、および望ましい冶金学的結果との間の重要なトレードオフが伴います。
撹拌作用 対 金属の種類
線周波数(50/60 Hz)炉の激しい撹拌は、鉄のような頑丈な金属の大容量バッチの均一な温度と組成を確保するのに理想的です。しかし、この同じ乱流は、敏感な合金を損傷したり、ガスの吸収や酸化を増加させたりする可能性があります。
中周波数炉ははるかに穏やかな撹拌を提供し、より高い制御を可能にし、より反応性の高い、または特殊な金属の品質を保護します。
加熱の深さ(表皮効果)
大量のチャージを溶解したり、鍛造のために厚い金属ビレットを加熱したりするには、熱が材料の奥深くまで浸透する必要があります。これを効果的に行うには、低い周波数(例:150 Hz~500 Hz)が必要です。
表面硬化などの用途では、鋼の最外層のみを加熱したい場合があります。これには、エネルギーを表面に正確に集中させるための非常に高い周波数(通常10 kHz以上)が必要です。
電力密度と効率
中周波数電源は、比較的狭い炉内に非常に高い電力を集中させることができ、高い電力密度と非常に速い溶解時間を実現します。
線周波数チャネル炉は、金属を温度に保つための電気的効率では比類がありませんが、固体状態からの溶解ははるかに遅く、頻繁な合金変更に対する柔軟性が低くなります。
目標に合わせた正しい選択
あなたの用途が要求する周波数を決定します。
- 急速な溶解と合金の柔軟性が主な焦点の場合: コアレスの中周波数炉は、その速度と多用途性から決定的な選択肢となります。
- 単一合金の大容量を保持することが主な焦点の場合: 線周波数チャネル炉は、連続的な高スループット操作に対して最高の効率を提供します。
- 表面硬化または浅い加熱が主な焦点の場合: 加熱の深さを正確に制御するには、専用の高周波誘導システム(通常10 kHz以上)が必要です。
結局のところ、動作周波数と冶金学的結果との直接的な関連性を理解することが、適切な誘導技術を選択するための鍵となります。
要約表:
| 周波数タイプ | 典型的な範囲 | 主な用途 | 主な特徴 |
|---|---|---|---|
| 線周波数 | 50 Hz / 60 Hz | チャネル炉 | 深い撹拌、高い保持効率、大容量鋳鉄に最適 |
| 中周波数 | 150 Hz - 10,000 Hz | コアレス溶解・加熱 | 急速溶解、良好な浸透性、さまざまな金属や合金に多用途 |
| 高周波数 | >10,000 Hz | 表面硬化 | 浅い加熱深さ、正確な表面処理 |
適切な誘導炉技術で溶解または加熱プロセスを最適化しましょう。 KINTEKは、ラボ用機器および消耗品の専門家であり、ラボおよび産業用加熱ニーズに対応するカスタマイズされたソリューションを提供します。当社の専門家は、特定の用途の効率、金属品質、生産性を最大化するために、理想的な周波数と炉のタイプを選択するお手伝いをします。当社の要件についてご相談いただき、パーソナライズされた推奨事項を入手するには、今すぐお問い合わせください!
ビジュアルガイド