要するに、周波数は高周波焼入れにおける焼入れ層の深さを決定する主要な制御因子です。周波数が高いほど、加熱効果が部品の表面に集中し、浅く硬いケースが形成されます。逆に、周波数が低いほど、加熱効果が材料の深部まで浸透し、より深いケース、あるいは完全焼入れにつながります。
把握すべき核となる原理は「表皮効果」です。交流の周波数が、誘起される電流、ひいては熱がワークピースに浸透する深さを決定します。これにより、周波数は部品の最終的なケース深さを制御するための最も重要な変数となります。
核となる原理:「表皮効果」の理解
高周波焼入れを理解するためには、まず交流が導体内でどのように振る舞うかという物理学を理解する必要があります。これは表皮効果として知られる現象によって支配されています。
表皮効果とは?
交流(AC)が導体を流れるとき、その導体の断面積全体を均一に使用するわけではありません。電流密度は表面で最も高くなり、中心に向かって指数関数的に減少します。
本質的に、交流は材料の表面、つまり「皮膚」に沿って流れます。したがって、この電流によって発生する熱も表面に集中します。
周波数が表皮効果を制御する方法
この電流が流れる皮膚の厚さは、交流の周波数によって直接制御されます。この関係は逆です。
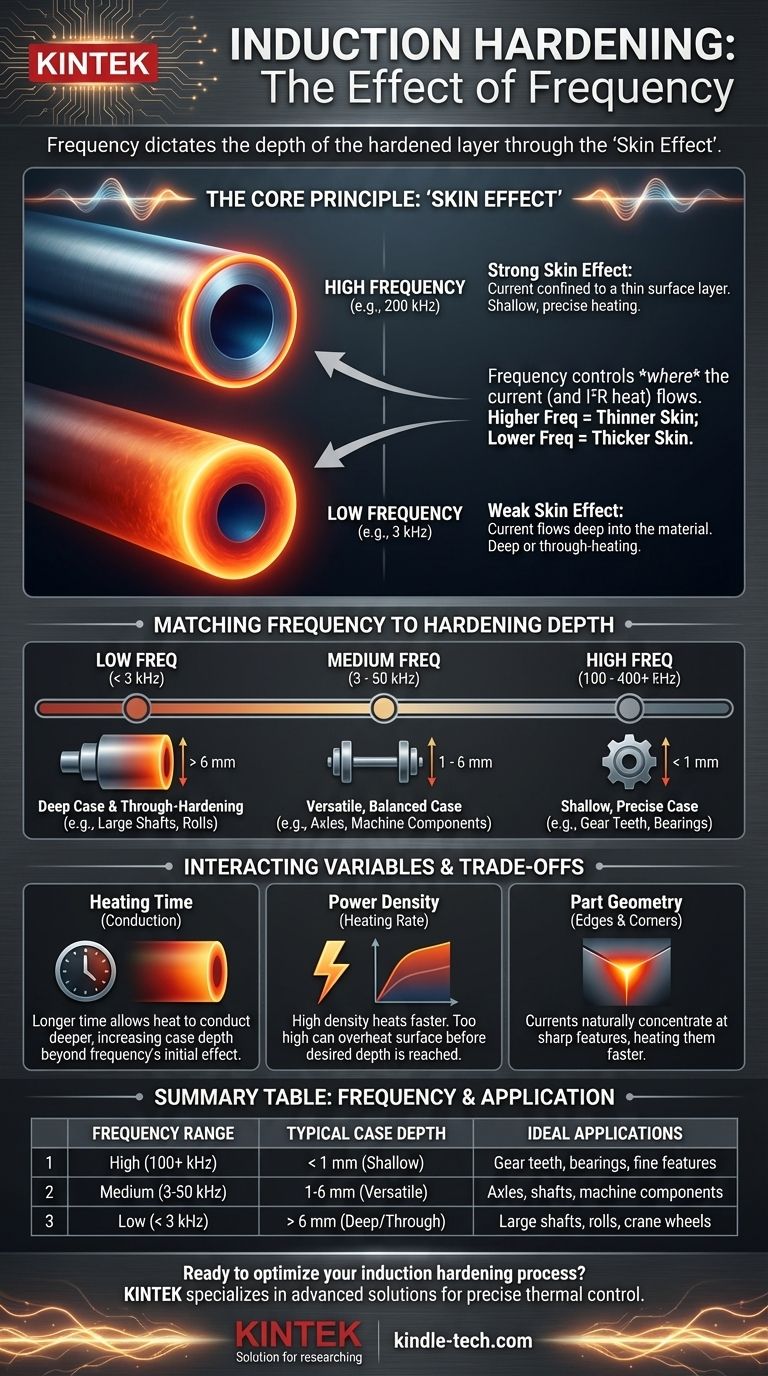
高周波数(例:200 kHz)は非常に強い表皮効果を引き起こし、電流を極めて薄い層に押し込みます。低周波数(例:3 kHz)は弱い表皮効果をもたらし、電流が部品のより深い部分に流れることを可能にします。
電流から熱へ
高周波焼入れは、電気抵抗(I²R損失)によって熱を発生させます。周波数が電流が流れる場所を決定するため、熱が最初に発生する場所も決定します。
これにより、焼入れに必要な臨界変態温度に達する層の深さに対して、直接的かつ予測可能な制御が可能になります。

焼入れ深さに合わせた周波数の選択
動作周波数の選択は恣意的ではなく、特定の部品に対する所望の冶金学的結果に基づいた意図的な工学的選択です。
浅いケースのための高周波数(100 kHz - 400 kHz以上)
高周波数は、柔らかく延性のあるコアを維持しながら、非常に硬く薄い耐摩耗性表面が必要な場合に使用されます。加熱は迅速かつ高度に局所化されます。
これは、ケース深さが1 mm未満であることが多い、歯車歯、鋸刃、ねじ山、ベアリングなど、小さな部品や微細な特徴を持つ部品に最適です。
汎用性向上のためのミディアム周波数(3 kHz - 50 kHz)
これは、さまざまな部品にとって最も一般的な範囲です。これは良好なバランスを提供し、通常1 mmから6 mmのケース深さを生成します。
ミディアム周波数は、車軸、シャフト、および耐摩耗性と疲労強度を両立させるためにかなりの焼入れ層を必要とする多くの他の機械部品の焼入れにおける主力です。
深いケースおよび完全焼入れのための低周波数(<3 kHz)
部品が極端なねじれ荷重または曲げ荷重に耐える必要がある場合、非常に深いケースが必要になります。低周波数は加熱効果を材料のコアの深部まで押し込みます。
この範囲は、大径シャフト、クレーン車輪、またはロールなどの大型で肉厚のセクション部品に使用されます。場合によっては、完全焼入れのために断面全体を加熱することが目標となります。
トレードオフと相互作用する変数の理解
周波数はケース深さにとって最も重要な要因ですが、単独で機能するわけではありません。他のプロセスパラメータがこれと相互作用し、成功した結果を得るためには管理する必要があります。
周波数と加熱時間
高周波数は薄い層に熱を発生させますが、長い加熱時間があれば、その熱が熱伝導によって部品の深部まで伝導するようになります。
これは、加熱時間を長くすることで、より高い周波数でわずかに深いケースを実現できることを意味します。ただし、目標の深さに適切な周波数を使用する方が、常に効率的であり、より良いプロセス制御を提供します。
パワー密度の影響
パワー密度(単位表面積あたりに適用されるパワーの量)は加熱の速度を制御します。高いパワー密度は非常に急速な加熱につながります。
急速な加熱は鋼の結晶粒構造を微細化し、靭性を向上させることができます。ただし、選択した周波数に対してパワーが高すぎると、目的の深さに達する前に表面が過熱したり、溶融したりするリスクがあります。
部品形状に関する考慮事項
誘起電流は、鋭い角、エッジ、または小さな半径部に自然に集中します。これらの領域は、部品の主要部分が適切な温度に達するよりもはるかに速く加熱されます。
鋭い特徴を持つ部品に高すぎる周波数を使用すると、部品の主要部分が適切な温度に達する前に、これらの領域が過熱して亀裂が入る可能性があります。低い周波数を使用すると、複雑な形状に対してより均一な加熱が得られる場合があります。
アプリケーションに最適な周波数の選択方法
適切な周波数の選択は、堅牢で再現性のある高周波焼入れプロセスを設計する上で極めて重要なステップです。あなたの決定は、部品の形状と最終的な使用要件によって導かれるべきです。
- 耐摩耗性のために非常に硬く薄い表面層(< 1 mm)を主な焦点とする場合: 高周波数(100 kHz以上)を使用して、浅く局所化されたケースを正確に制御します。
- 強度と疲労寿命のために汎用的な中程度の深さのケース(1-6 mm)を主な焦点とする場合: ミディアム周波数(3-50 kHz)が、深さ制御と効率の最適なバランスを提供します。
- 大型部品の深い構造焼入れ(> 6 mm)または完全焼入れを主な焦点とする場合: 材料のコアの深部まで熱を駆動するためには、低周波数(< 3 kHz)が必要です。
周波数と熱浸透の関係を習得することにより、焼入れ部品の最終的な性能に対する正確な制御力を得ることができます。
要約表:
| 周波数範囲 | 典型的なケース深さ | 理想的な用途 |
|---|---|---|
| 高(100+ kHz) | < 1 mm(浅い) | 歯車歯、ベアリング、微細な特徴 |
| ミディアム(3-50 kHz) | 1-6 mm(汎用) | 車軸、シャフト、機械部品 |
| 低(< 3 kHz) | > 6 mm(深い/完全) | 大型シャフト、ロール、クレーン車輪 |
高周波焼入れプロセスを最適化する準備はできましたか? KINTEKは、精密な熱処理のための高度なラボ機器と消耗品を専門としています。浅いケースを必要とする小型部品に取り組んでいる場合でも、深い焼入れを必要とする大型部品に取り組んでいる場合でも、当社のソリューションは優れた制御と再現性を保証します。当社のラボ能力を強化し、特定の焼入れ目標を達成する方法について話し合うために、今すぐお問い合わせください。
ビジュアルガイド