熱間等方圧加圧(HIP)は、塑性変形、クリープ、原子拡散という強力な組み合わせを通じて材料を緻密化します。 均一に印加される巨大な圧力と高温の下で、粉末粒子または内部に気孔を持つ部品は、降伏し、流動し、最終的に微視的なレベルで結合し、事実上すべての内部空隙が除去されます。
HIPの本質的なメカニズムは単一の作用ではなく、制御された多段階プロセスです。まず高圧によって粒子が機械的に押し付けられ、大きな空隙が崩壊します。同時に、高温によって材料がゆっくりとクリープし、拡散するためのエネルギーが供給され、残りの微細な気孔が完全に緻密な固体部品になるまで修復されます。
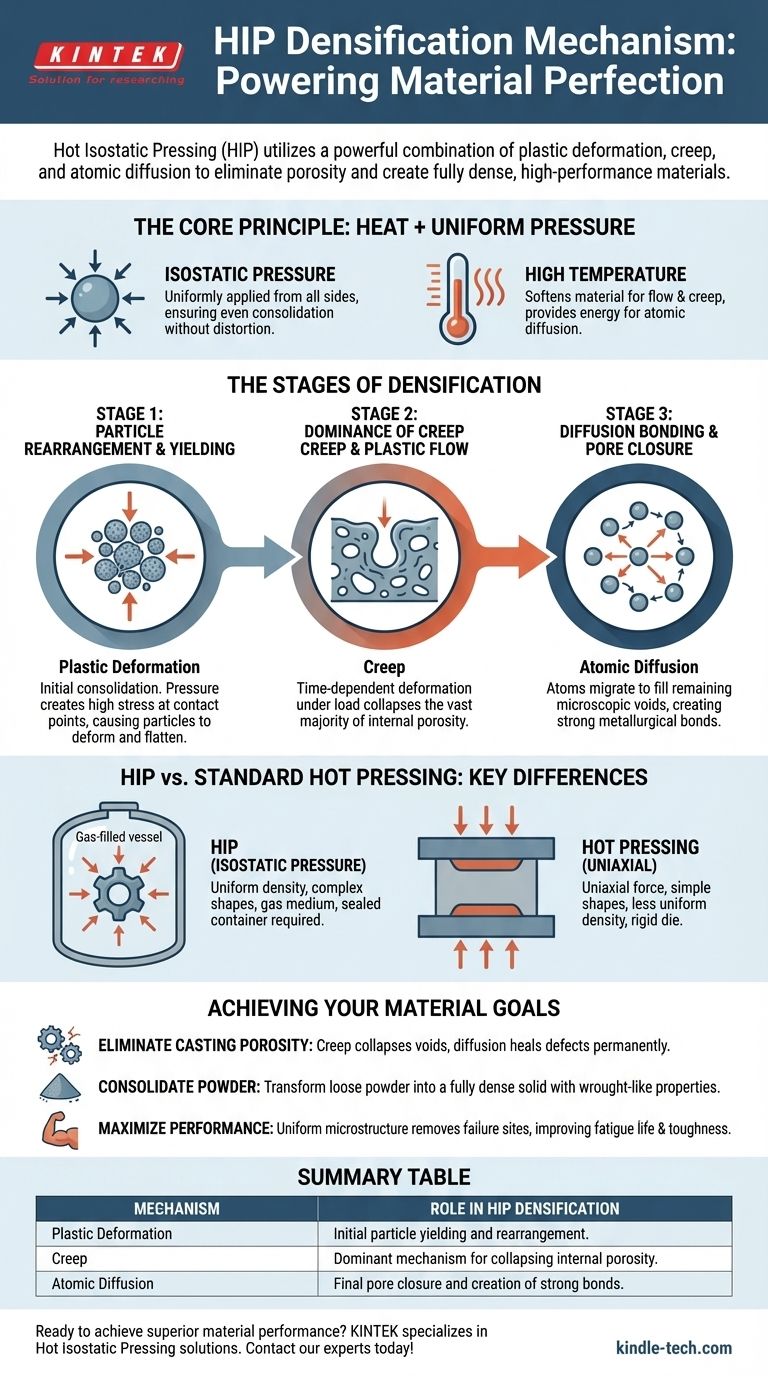
核心原理:熱と均一な圧力の組み合わせ
緻密化メカニズムを理解するには、まずHIPプロセスの2つの基本的な入力要素を把握する必要があります。
熱間等方圧加圧とは?
このプロセスでは、部品または金属粉末を容器(しばしば「缶」と呼ばれる)の中に密閉します。この容器は、高圧容器に入れられます。容器は不活性ガス(通常はアルゴン)で満たされ、極端なレベルまで加熱および加圧され、容器とその中の部品に力が加えられます。
等方圧の役割
「等方性」という用語は重要です。これは、圧力がすべての方向から均一に印加されることを意味します。これは、単一軸に沿って力を加える従来のプレスとは異なります。この全方向からの圧力により、材料が歪みなく均一に固結され、非常に複雑な形状の緻密化が可能になります。
高温の機能
圧力だけでは不十分です。高温は材料を軟化させ、降伏強度を低下させ、塑性流動とクリープを起こしやすくします。決定的に、それは拡散、すなわち個々の原子の移動を活性化するために必要な熱エネルギーも提供し、これが完全な冶金学的結合を形成する最終段階となります。

緻密化の段階を解き明かす
多孔質または粉末状態から完全に緻密な固体への変換は、予測可能な順序で発生します。
ステージ1:粒子の再配列と初期降伏
サイクルの開始時、圧力と温度が上昇するにつれて、初期の固結が始まります。緩い粉末粒子が移動し、より密に詰まった配置に滑り込みます。巨大な圧力は、粒子間の微細な接触点に極めて高い応力を生み出し、粒子を塑性変形させ、互いに平坦化させます。
ステージ2:クリープと塑性流動の優勢
部品が最高の温度と圧力に保持されると、主要な緻密化メカニズムが働き始めます。材料の強度が意図的に克服され、非常にゆっくりと動く粘性流体のように振る舞います。負荷の下でのこの時間依存性の変形はクリープとして知られており、内部気孔の大部分を崩壊させる原因となります。
ステージ3:拡散接合と最終的な気孔閉鎖
最終段階では、材料はすでに98%以上の密度に達しており、小さな孤立した球状の気孔のみが残っています。この時点で、原子拡散が主要なメカニズムとなります。原子はこれらの微細な空隙の表面を横切って移動し、それらを完全に消滅するまで徐々に「充填」します。この拡散プロセスは、元の粒子境界間に強力で永続的な結合も形成します。
トレードオフと主な違いの理解
HIPの独自の能力を評価するためには、HIPを類似の技術と区別することが不可欠です。
標準的な熱間プレスとの区別
標準的な熱間プレスは通常、剛性のある金型(グラファイト型など)を使用し、一軸方向(一方向または二方向)から圧力を加えます。これにより、単純な形状に限定され、密度の不均一性が生じる可能性があります。
等方圧が主な利点
HIPがガス媒体を使用して等方圧を加えることは、その決定的な特徴です。これにより、複雑なニアネットシェイプ部品の緻密化が可能になり、方向性プレスでは達成不可能な完全に均一な微細構造が保証されます。
密閉システムの要件
HIPの重要な考慮事項は、高圧ガスが閉じようとしている気孔に浸透するのを防ぐために、材料が漏れのない容器に密閉されている必要があることです。粉末を固結する場合、これは特別に設計された缶を使用することを意味します。固体鋳造品の欠陥を修復する場合、欠陥は内部にあり、表面に接続されていない必要があります。
目標に合った適切な選択をする
緻密化メカニズムを理解することで、この技術を効果的に適用できます。
- 鋳造品の気孔除去が主な焦点の場合: 重要なのは、圧力と温度の組み合わせにより、内部の空隙がクリープによって崩壊し、内部表面が拡散接合されて、欠陥が永久的に修復されることです。
- 粉末を固体部品に固結することが主な焦点の場合: 緩い粉末を、鍛造材料と同等またはそれ以上の特性を持つ完全に緻密な部品に変えるために、塑性流動、クリープ、拡散の全シーケンスに頼る必要があります。
- 最高の材料性能を達成することが主な焦点の場合: HIPプロセスによる均一な微細構造と内部欠陥の完全な除去は、亀裂の発生源を排除し、疲労寿命や靭性などの特性を劇的に向上させます。
最終的に、熱間等方圧加圧は、完全に緻密で内部的に健全な材料を作成するための強力な道筋を提供します。
要約表:
| メカニズム | HIP緻密化における役割 |
|---|---|
| 塑性変形 | 圧力下での初期の粒子降伏と再配列。 |
| クリープ | 時間の経過とともに内部気孔を崩壊させる主要なメカニズム。 |
| 原子拡散 | 最終的な気孔閉鎖と強力な冶金学的結合の形成。 |
気孔を除去し、優れた材料性能を達成する準備はできていますか?
KINTEKは、完全に緻密で高品位な部品を作成するための熱間等方圧加圧ソリューションを含む、高度なラボ機器を専門としています。当社の専門知識により、疲労寿命、靭性、材料の均一性を向上させるための適切な技術を確実に手に入れることができます。
お問い合わせフォームから今すぐ専門家にご連絡ください HIPがお客様の特定の研究室または生産ニーズにどのように役立つかについてご相談ください。
ビジュアルガイド
関連製品
- 全固体電池研究用温間等方圧加圧装置(WIP)
- ラボ用等方圧プレス金型
- コールドアイソスタティックプレス用電気分割ラボコールドアイソスタティックプレスCIP装置
- 自動ラボ用コールドアイソスタティックプレス CIP装置 コールドアイソスタティックプレス
- 手動等方圧プレス機 CIPペレットプレス

















