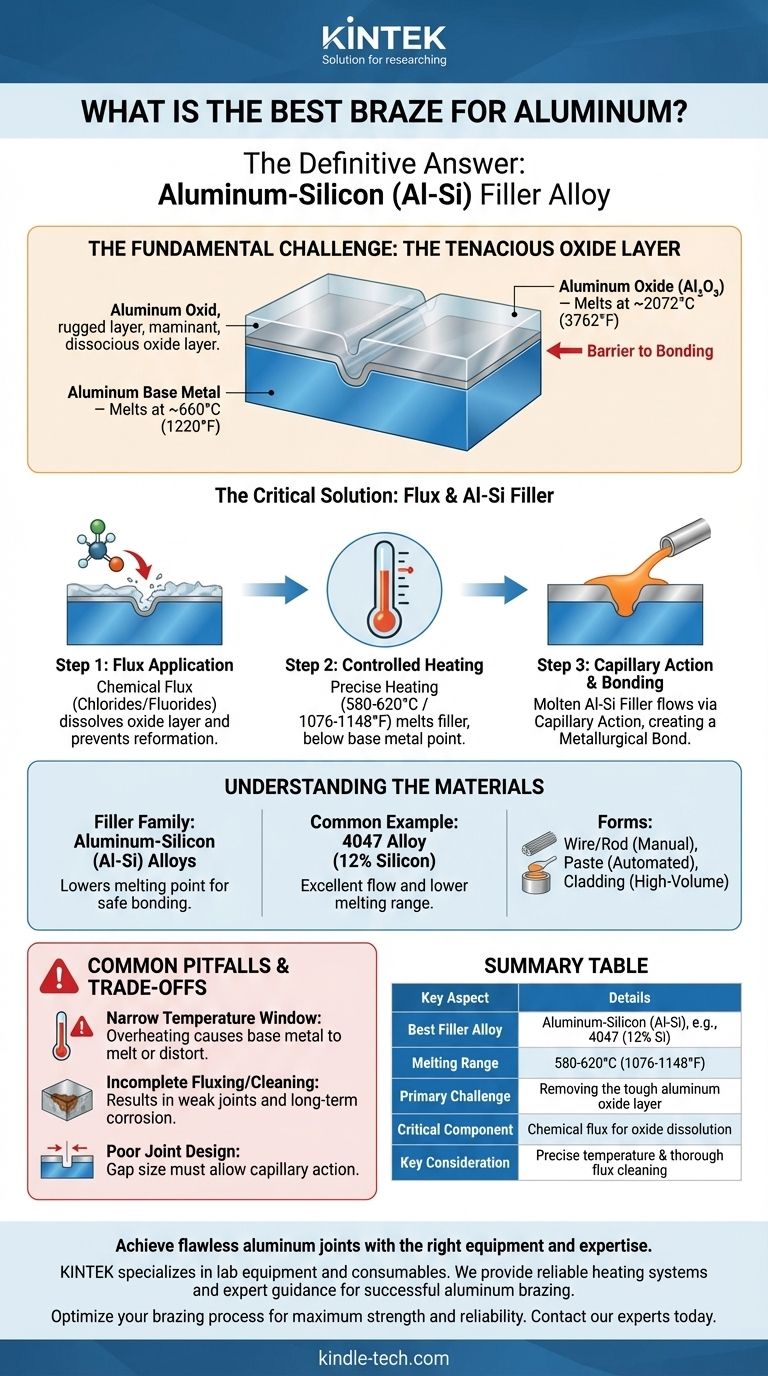
アルミニウム接合に最適で最も一般的なろう付け材は、アルミニウム-ケイ素(Al-Si)フィラー合金です。これらの合金は、接合する母材のアルミニウムよりも融点が低いが、強固で永続的な接合を形成するのに十分な高さを持つように特別に設計されています。しかし、真の「最適」な選択は、適切なフィラーメタルと正しいフラックス、そしてアルミニウム特有の化学的課題を克服するための正確な加熱方法を組み合わせたシステムです。
アルミニウムろう付けにおける中心的な課題は、接合そのものではなく、表面に即座に形成される硬く高温の酸化アルミニウム層を打ち破ることです。最良のろう付けアプローチとは、この酸化皮膜を効果的に除去し、溶融したフィラーが下の清浄なアルミニウムと直接冶金結合を形成できるようにするものです。

根本的な課題:酸化アルミニウム
フィラーメタルを選択する前に、アルミニウム接合における主要な障害を理解する必要があります。それはプロセス全体を決定づける化学的障壁です。
頑固な酸化皮膜
アルミニウムは非常に反応性の高い金属です。空気にさらされるとすぐに、硬く、透明で、化学的に不活性な酸化アルミニウム(Al₂O₃)の層を形成します。
この酸化皮膜は自己修復性があり、削られたり除去されたりしても即座に再形成されます。
この酸化物が問題となる理由
酸化アルミニウム層の融点は約2072°C(3762°F)です。これは、約660°C(1220°F)であるアルミニウム母材自体の融点よりもはるかに高い値です。
この酸化物の障壁を貫通してろう付けすることはできません。フィラーメタルは表面で単に球状になり、下のアルミニウムを「濡らす」こと、つまり接合することを拒否します。
フラックスの決定的な役割
これを解決するために、ろう付けにはフラックスが必要です。フラックスは、通常、塩化物とフッ化物の混合物である強力な化学化合物であり、2つの重要な役割を果たします。
第一に、部品が加熱されるにつれて酸化皮膜を化学的に攻撃し溶解します。第二に、清浄化された接合部を酸素から遮蔽し、酸化物が再形成されるのを防ぎ、溶融したフィラーが自由に流れるようにします。
アルミニウムろう付け材料の理解
「ろう付け」自体は、特定のフィラーメタルとそれに対応するフラックスの組み合わせです。
アルミニウム-ケイ素(Al-Si)フィラーファミリー
アルミニウムろう付けの業界標準は、アルミニウム-ケイ素合金のファミリーです。アルミニウムにケイ素を加えることで、融点を効果的に下げます。
これらのフィラーメタルは、通常580~620°C(1076~1148°F)の正確な範囲で溶融するように設計されています。この温度は強固な接合には十分高いですが、最も一般的なアルミニウム母材合金の融点よりは安全に低いです。
一般的な合金の例:4047
代表的な例は4047合金で、約12%のケイ素を含んでいます。その低い融点と優れた流れ特性により、6061や3003などの合金をろう付けする際に最も広く使用されるフィラーメタルの1つとなっています。
フィラー材料の形態
製造プロセスに応じて、フィラーメタルとフラックスはいくつかの方法で適用できます。
- ワイヤー/ロッド: 手動のトーチろう付け用。多くの場合、フラックスがコーティングされています。
- ペースト: 粉末状のフィラーメタルとフラックスを混合したもので、正確に塗布できます。
- クラッド: コア母材合金にフィラー合金の薄層が冶金的に接合されたろう付けシート。これは自動車用ラジエーターなど、大量生産で一般的です。
一般的な落とし穴とトレードオフ
アルミニウムろう付けを成功させるには、その狭いプロセスウィンドウと潜在的な失敗点を理解する必要があります。
狭い温度ウィンドウ
最大の課題は温度制御です。Al-Siフィラーの融点は、母材の融点よりわずかに低いだけです。
わずかでも過熱すると、部品全体がたわんだり、歪んだり、完全に溶融したりする可能性があります。正確で均一な加熱が絶対に不可欠です。
フラックス処理または清掃の不備
ろう付けを行うすべての領域にフラックスが存在しなければなりません。見落とされた領域は酸化皮膜を保持し、不完全または失敗した接合につながります。
さらに、最も効果的なフラックスのほとんどは腐食性が高いです。ろう付け後、残留フラックスはすべて、部品の長期的な腐食(アセンブリを破壊する可能性がある)を防ぐために、通常は熱水とブラッシングで徹底的に洗浄しなければなりません。
不適切な接合設計
ろう付けは、溶融したフィラーメタルを2つの部品間の隙間に引き込むために毛細管現象に依存しています。
隙間が大きすぎると、毛細管現象が接合部を満たすには弱すぎます。隙間が小さすぎると、フラックスとフィラーが浸透できず、空隙や弱い結合につながる可能性があります。
目的に合った正しい選択をする
「最適な」ろう付けの選択は、特定の目的に合わせて材料とプロセスを適合させることです。
- 一般的なアルミニウム合金(6061や3003など)の接合を主な焦点とする場合: 4047のようなAl-Siフィラーメタルは業界標準であり、適切な化学フラックスと組み合わせて最良の出発点となります。
- 熱交換器のような複雑なアセンブリを製造する場合: 最も均一で信頼性の高いフィラーメタルの適用を提供するクラッドろう付けシートの使用を検討してください。
- トーチを使用して手動修理やプロトタイピングを行う場合: フラックスコーティングまたはフラックス入りろう付けロッドを使用し、母材の溶融を避けるために均一な加熱の適用を練習することを優先してください。
- 長期的な信頼性が最優先事項の場合: プロセスには、腐食性のフラックス残留物を完全に除去するための厳格で検証済みのろう付け後の洗浄ステップを含める必要があります。
結局のところ、アルミニウムろう付けの成功は、単一の「最適な」合金に依存するのではなく、適切なフィラー、フラックス、熱の制御されたシステムに依存します。
要約表:
| 主要な側面 | 詳細 |
|---|---|
| 最適なフィラー合金 | アルミニウム-ケイ素(Al-Si)、例:4047(ケイ素12%) |
| 融解範囲 | 580-620°C (1076-1148°F) |
| 主な課題 | 頑固な酸化アルミニウム層の除去(融点約2072°C) |
| 決定的な構成要素 | 酸化物を溶解し再形成を防ぐ化学フラックス(塩化物/フッ化物) |
| 一般的な形態 | ワイヤー/ロッド、ペースト、またはクラッドろう付けシート |
| 重要な考慮事項 | 正確な温度制御とろう付け後の徹底したフラックス洗浄が不可欠 |
適切な設備と専門知識で、完璧なアルミニウム接合を実現しましょう。
アルミニウムのろう付けは、母材の溶融やフラックスの腐食といった一般的な落とし穴を避けるために、正確な温度制御と材料科学の深い理解を必要とします。
KINTEKは、研究室のニーズに応えるラボ用機器と消耗品の専門サプライヤーです。当社は、R&D、プロトタイピング、または生産において、成功するアルミニウムろう付けに必要な信頼性の高い加熱システムと専門的なガイダンスを提供します。
最高の強度と信頼性を実現するために、ろう付けプロセスを最適化するお手伝いをさせてください。
専門家に今すぐお問い合わせいただき、お客様の特定の用途についてご相談の上、研究室に最適なソリューションを見つけてください。
ビジュアルガイド