ろう付けは基本的に温度によって定義されますが、すべての状況に適用される単一の「平均」値はありません。むしろ、このプロセスは常に840°F (450°C) 以上で始まる広範囲にわたって行われます。必要な正確な温度は、特定の母材を接合するために使用される溶加材合金によって完全に決定されます。
重要な点は、「平均」ろう付け温度を求めるのではなく、正しい温度が選択した溶加材合金の融点によって決まることを理解することです。この温度は、溶加材を溶かすのに十分な高さでありながら、母材を固体のまま保つことができる低さでなければなりません。
ろう付け温度の定義原則
ろう付けは、はんだ付けと溶接の間の特定の熱領域を占めます。この温度範囲により、接合される部品を溶かすことなく、強力でクリーンな接合が可能になります。
840°F (450°C) の閾値
この温度は、国際的に認められている境界線です。溶加材が840°F (450°C) 未満で溶融する接合プロセスははんだ付けに分類されます。この点以上のプロセスはろう付けに分類されます。
母材の固相線以下を維持する
固相線とは、金属または合金が溶け始める温度です。ろう付けの核心的な原則は、母材を、固相線以下でありながら溶加材の融点以上の温度に加熱することです。
目標:毛細管現象を可能にする
正しいろう付け温度を達成することで、毛細管現象の条件が生まれます。これは、溶融した溶加材を母材間の密着した隙間に引き込み、冷却時に完全で強力な冶金学的結合を形成する物理的な力です。

溶加材がろう付け温度を決定する方法
溶加材として選択する特定の合金は、目標温度を決定する上で最も重要な要素です。異なる合金は異なる母材用に設計されており、融解範囲が大きく異なります。
合金ファミリーごとの一般的な温度範囲
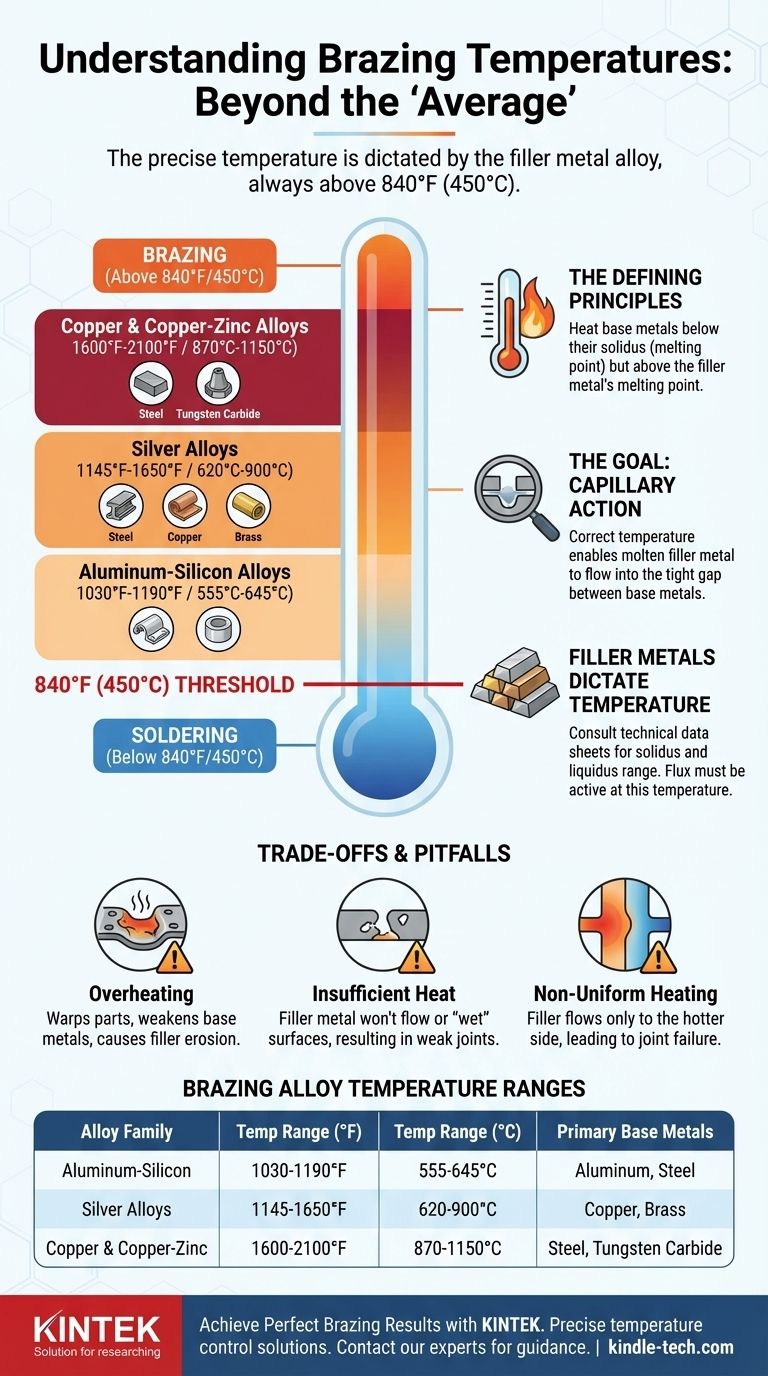
- アルミニウム-シリコン合金:アルミニウムのろう付けに使用され、非常に狭く比較的低温の範囲、通常は1030°F - 1190°F (555°C - 645°C) で動作します。
- 銀合金:鋼、銅、真鍮の接合に最も一般的な汎用ろう付け合金のいくつかです。これらは1145°F - 1650°F (620°C - 900°C) の広い動作範囲を持っています。
- 銅および銅-亜鉛合金:鋼や超硬合金のろう付けによく使用され、通常は1600°F - 2100°F (870°C - 1150°C) の範囲でより高い温度が必要です。
溶加材の仕様を読む
専門家は決して推測しません。常に溶加材メーカーが提供する技術データシートを参照してください。このシートには、合金の固相線(溶け始める温度)と液相線(完全に溶融する温度)が記載されており、正確な作業範囲が示されています。
フラックスの役割
接合部を清掃し、酸化を防ぐろう付けフラックスも、活性温度範囲を持っています。選択した溶加材が必要とする温度で完全に活性化するフラックスを選択する必要があります。
トレードオフと落とし穴を理解する
熱の制御は、ろう付けにおいて最も重要なスキルです。単に温度に到達するだけでは不十分であり、どのように熱を適用し維持するかが、接合の成功または失敗を決定します。
過熱の危険性
必要な温度を超えると、部品が歪んだり、焼きなましによって母材が弱くなったり、完全に溶けてしまったりする可能性があります。また、溶加材が母材を侵食し、弱点を作り出すこともあります。
不十分な熱の問題
母材が十分に熱くない場合、溶加材は適切に流れたり「濡れたり」しません。これにより毛細管現象が妨げられ、隙間や空隙のある不完全で強度の低い接合が生じます。
均一な加熱の必要性
接合される両方の部品が同時に目標温度に達する必要があります。一方の部品が他方よりも熱い場合、溶加材は熱い側にのみ流れ、接合が失敗します。
プロジェクトに適した温度の選択
母材の選択は、すべてのろう付け決定の出発点です。そこから、適切な溶加材を選択し、必要な正確な温度を決定できます。
- 銅または鋼の接合が主な焦点の場合:多用途な1145°Fから1650°F (620°Cから900°C) の範囲で動作する銀ベースのろう付け合金から検討を始めましょう。
- アルミニウムの加工が主な焦点の場合:狭い作業範囲、約1100°F (600°C) 用に特別に設計された、より低温のアルミニウム-シリコン溶加材を使用する必要があります。
- 材料が不明な場合:常にまず母材を特定してください。これが、正しい溶加材、ひいては正しいろう付け温度を選択する上で最も重要な要素です。
最終的に、正しいろう付け温度は平均値ではなく、接合する材料によって決定される正確な値です。
要約表:
| ろう付け合金ファミリー | 一般的な温度範囲 (°F) | 一般的な温度範囲 (°C) | 主な母材 |
|---|---|---|---|
| アルミニウム-シリコン | 1030°F - 1190°F | 555°C - 645°C | アルミニウム |
| 銀合金 | 1145°F - 1650°F | 620°C - 900°C | 鋼、銅、真鍮 |
| 銅および銅-亜鉛 | 1600°F - 2100°F | 870°C - 1150°C | 鋼、超硬合金 |
KINTEKで完璧なろう付け結果を達成
強力で信頼性の高い接合を作成するには、適切なろう付け温度を選択することが不可欠です。必要な正確な熱は、特定の溶加材と母材によって異なります。KINTEKは、正確な温度制御と常に成功するろう付け結果を保証するために必要な高品質の実験装置と消耗品を提供することに特化しています。
当社の専門家がお手伝いします:
- 特定の母材に正しい溶加材を特定します。
- プロジェクトが必要とする正確な温度を達成し維持するために、適切な炉または加熱システムを選択します。
- クリーンで強力な結合を確保するために、必要なフラックスと消耗品を調達します。
不正確な温度があなたの作業を損なうことのないようにしてください。ろう付けアプリケーションについて話し合い、KINTEKのソリューションがお客様のラボの能力と効率をどのように向上させることができるかを発見するために、今すぐ当社の技術チームにお問い合わせください。
ビジュアルガイド