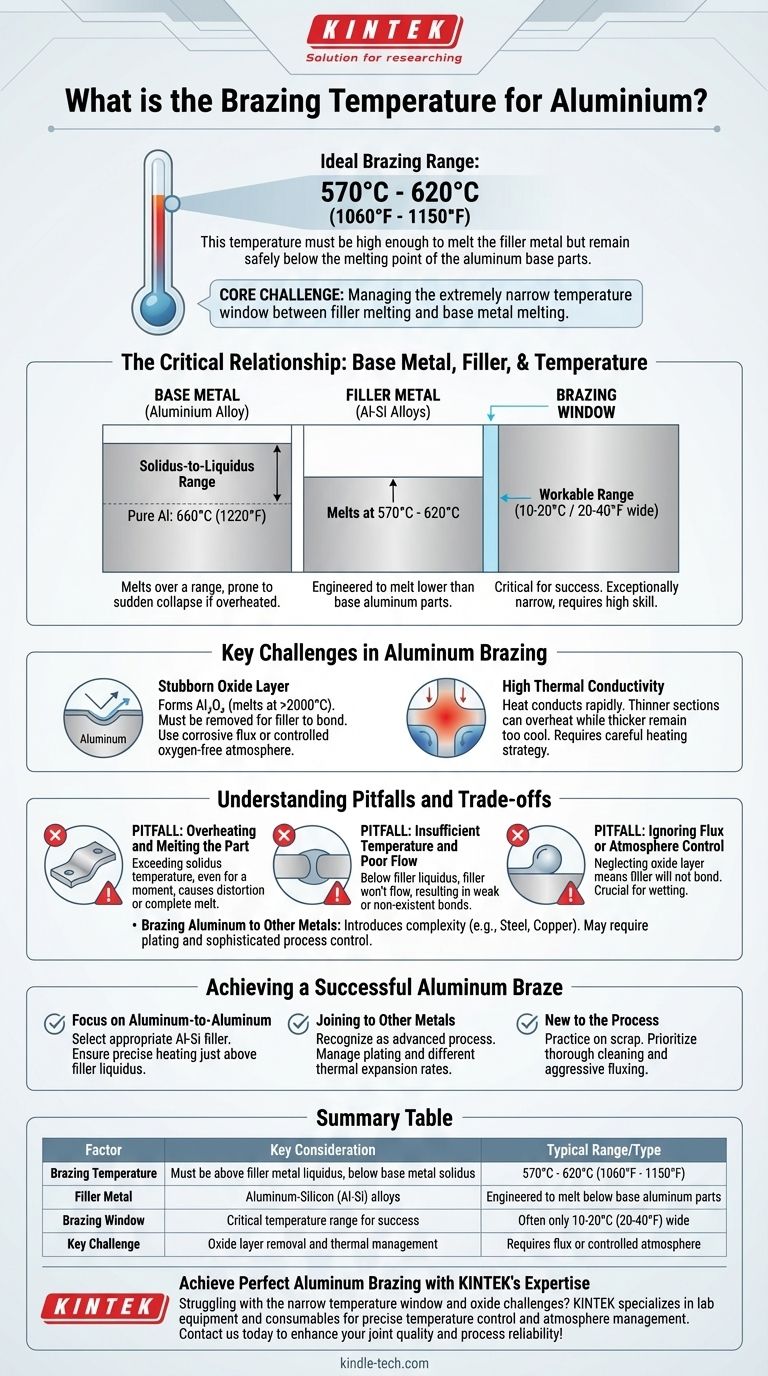
アルミニウムの理想的なろう付け温度は単一の値ではなく、使用する特定の溶加材合金によって決まる狭い範囲です。通常、このプロセスは570°C~620°C(1060°F~1150°F)の間で行われます。この温度は、溶加材を溶かすのに十分な高さであると同時に、アルミニウム母材が崩壊するのを防ぐために、母材の融点より安全に低いままでなければなりません。
アルミニウムのろう付けにおける中心的な課題は、溶加材の融点と母材の融点の間にある極めて狭い温度範囲を管理することです。成功は、特定の単一の数値に到達することよりも、接合部全体にわたる正確な温度制御にかかっています。
重要な関係:母材、溶加材、温度
あらゆる金属をろう付けするには、溶加材を溶かす温度までアセンブリを加熱する必要があります。溶加材は毛細管現象によって接合部に流れ込みます。アルミニウムの場合、このプロセスは特に敏感です。
アルミニウムの融点を理解する
純粋なアルミニウムは660°C(1220°F)という明確な融点を持っています。しかし、製造に使用される合金はそうではなく、固相線から液相線までの範囲で溶融します。
固相線は合金が溶け始める温度です。液相線は合金が完全に液体になる温度です。この範囲は非常に狭く、過熱すると材料が突然崩壊する傾向があります。
溶加材の役割
アルミニウムのろう付けには、通常アルミニウム-シリコン(Al-Si)合金である溶加材が使用されます。これらは、アルミニウム母材よりも低い温度で溶けるように設計されています。
一般的なAl-Si溶加材合金は、570°C~620°C(1060°F~1150°F)の範囲で溶融します。正確なろう付けプロセス温度は、使用する特定の溶加材の液相線温度よりわずかに高くなるように選択されます。
「ろう付けウィンドウ」の定義
「ろう付けウィンドウ」とは、溶加材の融点より高く、かつ母材の固相点より低い、作業可能な温度範囲のことです。
アルミニウムの場合、このウィンドウは非常に狭く、しばしばわずか10~20°C(20~40°F)しかありません。この許容範囲の狭さが、アルミニウムのろう付けが高度な技術を要するプロセスと見なされる主な理由です。

アルミニウムろう付けにおける主な課題
正しい温度に到達することは、解決策の一部にすぎません。アルミニウム固有の化学的および物理的特性も克服する必要があります。
頑固な酸化層
アルミニウムは、その表面に頑丈で透明な酸化アルミニウム(Al₂O₃)の層を瞬時に形成します。この酸化物は、ろう付け温度をはるかに超える2000°C(3600°F)以上で溶融します。
溶加材が母材アルミニウムと濡れて結合するためには、この酸化層を除去する必要があります。これは、腐食性フラックスを使用するか、制御された無酸素雰囲気(真空または不活性ガス)でろう付けすることによって達成されます。
高い熱伝導率
アルミニウムは熱を非常に速く効率的に伝導します。このため、接合部全体を均一なろう付け温度にすることは困難な場合があります。
薄い部分は簡単に過熱して溶けてしまう可能性があり、一方、厚い部分は溶加材が適切に流れるには冷たすぎるままになる可能性があります。これには、慎重に計画された加熱戦略が必要です。
落とし穴とトレードオフを理解する
正確な温度制御は不可欠です。わずかなずれでも完全な失敗につながる可能性があります。
落とし穴:部品の過熱と溶融
これは最も一般的で壊滅的な故障モードです。母材の固相線温度を、たとえ一瞬でも超えると、特に狭い作業範囲を考慮すると、部品が変形したり、完全に溶融したりする可能性があります。
落とし穴:不十分な温度と不適切な流れ
アセンブリが溶加材の液相点よりわずかに高い温度まで加熱されない場合、溶加材は十分に流動的になりません。毛細管現象によって接合部に流れ込むことができず、部分的、弱い、または存在しない結合になります。
落とし穴:フラックスまたは雰囲気制御の無視
温度だけに注目し、酸化層を無視することは失敗のもとです。適切なフラックス処理または雰囲気制御がなければ、溶加材は表面で丸まるだけで、アルミニウムに結合しません。
アルミニウムと他の金属のろう付け
可能ではありますが、アルミニウムを鋼や銅のような異種金属に接合することは、かなりの複雑さを伴います。参考文献が指摘するように、チタンやニッケルのような金属は直接ろう付けできますが、他の金属は事前めっきが必要です。これにより熱特性が変化し、さらに高度なプロセス制御が必要になります。
アルミニウムろう付けを成功させるために
アプローチは、接合する材料と経験レベルによって決定されるべきです。単一の温度値だけでなく、原理に基づいて戦略を立ててください。
- アルミニウム同士の接合が主な焦点の場合:適切なAl-Si溶加材合金を選択し、加熱プロセスがその溶加材の液相点よりわずかに高い温度を正確に維持できることを確認してください。
- アルミニウムと他の金属の接合が主な焦点の場合:これは高度なプロセスであり、異種金属のめっきと異なる熱膨張率の管理が温度制御と同じくらい重要であることを認識してください。
- プロセスに慣れていない場合:スクラップ材料で練習し、アルミニウムがどれだけ早く熱を吸収するかを感覚でつかみ、酸化層を管理するために徹底的な洗浄と積極的なフラックス処理を優先してください。
最終的に、成功したアルミニウムのろう付けは、温度、化学、熱分布に対する制御の証です。
要約表:
| 要因 | 主な考慮事項 | 典型的な範囲/種類 |
|---|---|---|
| ろう付け温度 | 溶加材の液相点より高く、母材の固相点より低いこと | 570°C~620°C(1060°F~1150°F) |
| 溶加材 | アルミニウム-シリコン(Al-Si)合金 | 母材アルミニウムより低い温度で溶けるように設計されている |
| ろう付けウィンドウ | 成功のための重要な温度範囲 | しばしばわずか10~20°C(20~40°F)の幅 |
| 主な課題 | 酸化層の除去と熱管理 | フラックスまたは制御された雰囲気が必要 |
KINTEKの専門知識で完璧なアルミニウムろう付けを実現
アルミニウムろう付けの狭い温度範囲と酸化の課題でお困りですか?KINTEKは、完璧なろう付け結果のために研究室が必要とする正確な温度制御と雰囲気管理を提供する実験装置と消耗品に特化しています。当社のソリューションは、部品の溶融や溶加材の流れの悪さといった一般的な落とし穴を回避するのに役立ちます。
今すぐお問い合わせください 当社の専門ろう付け装置が、お客様の接合品質とプロセス信頼性をどのように向上させることができるかについてご相談ください!
ビジュアルガイド