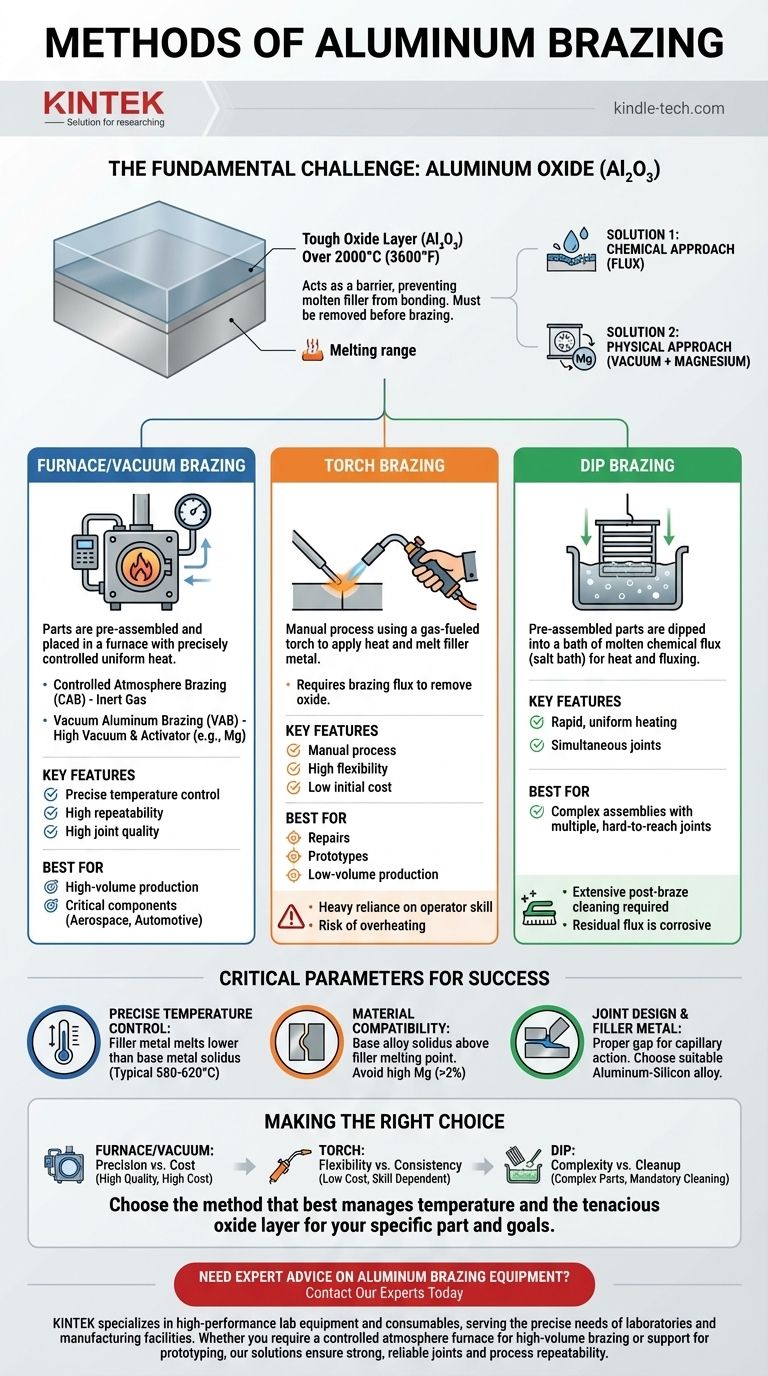
アルミニウムろう付けの主な方法は、炉中ろう付け(制御雰囲気および真空を含む)、トーチろう付け、浸漬ろう付けです。各方法は、熱を加える方法と環境を制御する方法が異なりますが、いずれもアルミニウムを扱う上での根本的な課題、すなわち、その頑固な酸化層と狭いろう付け温度範囲を克服する必要があります。
アルミニウムろう付けの成功は、熱源よりも、2つの重要な要素、すなわち、頑固な酸化アルミニウム(Al₂O₃)層を打ち破ることと、母材の融点直下の均一な温度を維持することの精密な制御にかかっています。
根本的な課題:酸化アルミニウム
なぜAl₂O₃が問題なのか
すべてのアルミニウム表面は、薄く、丈夫で、透明な酸化アルミニウムの層で瞬時に覆われます。この層は非常に高い融点(2000°C / 3600°F以上)を持ち、アルミニウム自体の融点をはるかに上回ります。
この安定した酸化膜は障壁として機能し、溶融したろう材が下にある母材アルミニウムに「濡れ」たり結合したりするのを妨げ、これを除去しなければろう付け接合を不可能にします。
酸化層を打ち破る
この酸化層を克服するために、主に2つの戦略が用いられます。1つ目は、酸化物を溶解するフラックスを使用する化学的アプローチです。2つ目は、真空と金属活性剤を組み合わせた物理的アプローチです。
真空ろう付けでは、高真空がほとんどの酸素を除去します。活性剤金属、通常はマグネシウム(Mg)が導入され、ろう付け温度で気化し、残存する酸素と積極的に結合することで、部品表面の酸化層を効果的に分解します。

主要なろう付け方法の解説
炉中ろう付け(真空を含む)
これは、特に自動車産業や航空宇宙産業において、大量生産で最も一般的な方法です。部品はろう材とともに事前に組み立てられ、炉内に入れられます。
炉は非常に均一で精密に制御された熱を提供します。制御雰囲気ろう付け(CAB)は不活性ガスを使用し、真空アルミニウムろう付け(VAB)は真空を使用し、重要な用途では最高品質の方法と見なされています。
トーチろう付け
トーチろう付けは、修理、試作品、または少量生産に使用される手動プロセスです。作業者はガス燃料トーチを使用してアセンブリを加熱し、ろう材を溶かします。
この方法は、均一に熱を加え、薄いアルミニウム部品の過熱や溶融を避けるために、かなりの作業者のスキルを必要とします。酸化層を除去するために、ほとんどの場合、ろう付けフラックスが必要です。
浸漬ろう付け
この方法では、事前に組み立てられた部品が溶融した化学フラックス(塩浴)の浴槽に浸されます。浴槽は熱源とフラックス剤の両方として機能します。
浸漬ろう付けは、迅速で均一な加熱を提供し、多くの接合部を持つ複雑なアセンブリの製造に優れています。ただし、腐食性の残留フラックスをすべて除去するために、ろう付け後の広範な洗浄が必要です。
成功するろう付けのための重要なパラメータ
精密な温度制御
これが最も重要な要素です。ろう材は、母材の固相線温度(溶融し始める点)よりも低い温度で溶融し、流動する必要があります。
一般的なアルミニウムろう材は、580~620°C(1076~1148°F)の間で溶融します。炉は、複数の加熱ゾーンと慎重な設計を通じてこの制御を実現し、発熱体が部品の表面を過熱しないようにします。
材料の適合性
すべてのアルミニウム合金がろう付けに適しているわけではありません。母材合金の固相線温度は、ろう材の融点よりも安全に高い必要があります。
さらに、マグネシウム含有量が高い(2%以上)合金は、標準的なフラックスや真空プロセスによる除去に耐性のある非常に安定した酸化層を形成するため、ろう付けが非常に困難です。
接合部の設計とろう材
接合される部品間の隙間は重要です。適切な接合部設計により、溶融したろう材が毛細管現象によって隙間に引き込まれます。
ろう材は、通常アルミニウム-シリコン合金であり、冷却時に強力で漏れのない冶金学的結合を形成するために、その融点と流動特性に基づいて選択されます。
トレードオフの理解
炉中/真空ろう付け:精度 vs コスト
この方法は、最高の制御レベル、再現性、および接合品質を提供し、航空宇宙や半導体などの重要な部品に最適です。ただし、設備コストが高く、大量生産に最も適しています。
トーチろう付け:柔軟性 vs 一貫性
トーチろう付けは、初期費用が非常に低く、一点物の作業や修理に非常に持ち運びやすく柔軟です。主な欠点は、作業者のスキルに大きく依存するため、品質の一貫性がなく、過熱による部品の故障のリスクが高いことです。
浸漬ろう付け:複雑さ vs クリーニング
この方法は、複数の手の届きにくい接合部を同時に持つ非常に複雑なアセンブリの接合に優れています。主なトレードオフは、残留塩フラックスによる腐食を防ぐために、ろう付け後の必須かつ徹底的なクリーニングプロセスです。
アプリケーションに最適な選択をする
適切な方法を選択するには、プロセスの能力をプロジェクトの品質、量、複雑さに対する特定のニーズに合わせる必要があります。
- 大量生産や複雑で重要な接合部が主な焦点である場合:炉中または真空ろう付けは、必要な制御と再現性を提供します。
- 少量生産の試作、修理、または単純な接合部が主な焦点である場合:手動トーチろう付けは、最も費用対効果が高く柔軟な選択肢です。
- 複数の同時接合部を持つ複雑なアセンブリが主な焦点である場合:浸漬ろう付けは、後処理のクリーニングを管理できる限り、優れた熱均一性を提供します。
最終的に、アルミニウムろう付けの成功は、特定の部品と生産目標に合わせて、温度と頑固な酸化層を最もよく管理できる方法を選択することの結果です。
要約表:
| 方法 | 主な特徴 | 最適な用途 |
|---|---|---|
| 炉中/真空ろう付け | 精密な温度制御、高い再現性 | 大量生産、重要部品(航空宇宙、自動車) |
| トーチろう付け | 手動プロセス、高い柔軟性 | 修理、試作、少量生産 |
| 浸漬ろう付け | 溶融塩浴での迅速かつ均一な加熱 | 複数の接合部を持つ複雑なアセンブリ |
研究室や生産ライン向けのアルミニウムろう付け装置に関する専門家のアドバイスが必要ですか?
KINTEKは、高性能な実験装置と消耗品を専門とし、研究室や製造施設の精密なニーズに対応しています。大量ろう付け用の制御雰囲気炉が必要な場合でも、試作のサポートが必要な場合でも、当社のソリューションは強力で信頼性の高い接合部とプロセスの再現性を保証します。
今すぐ当社の専門家にお問い合わせください。アルミニウムろう付けプロセスを最適化する方法についてご相談いただけます。
ビジュアルガイド