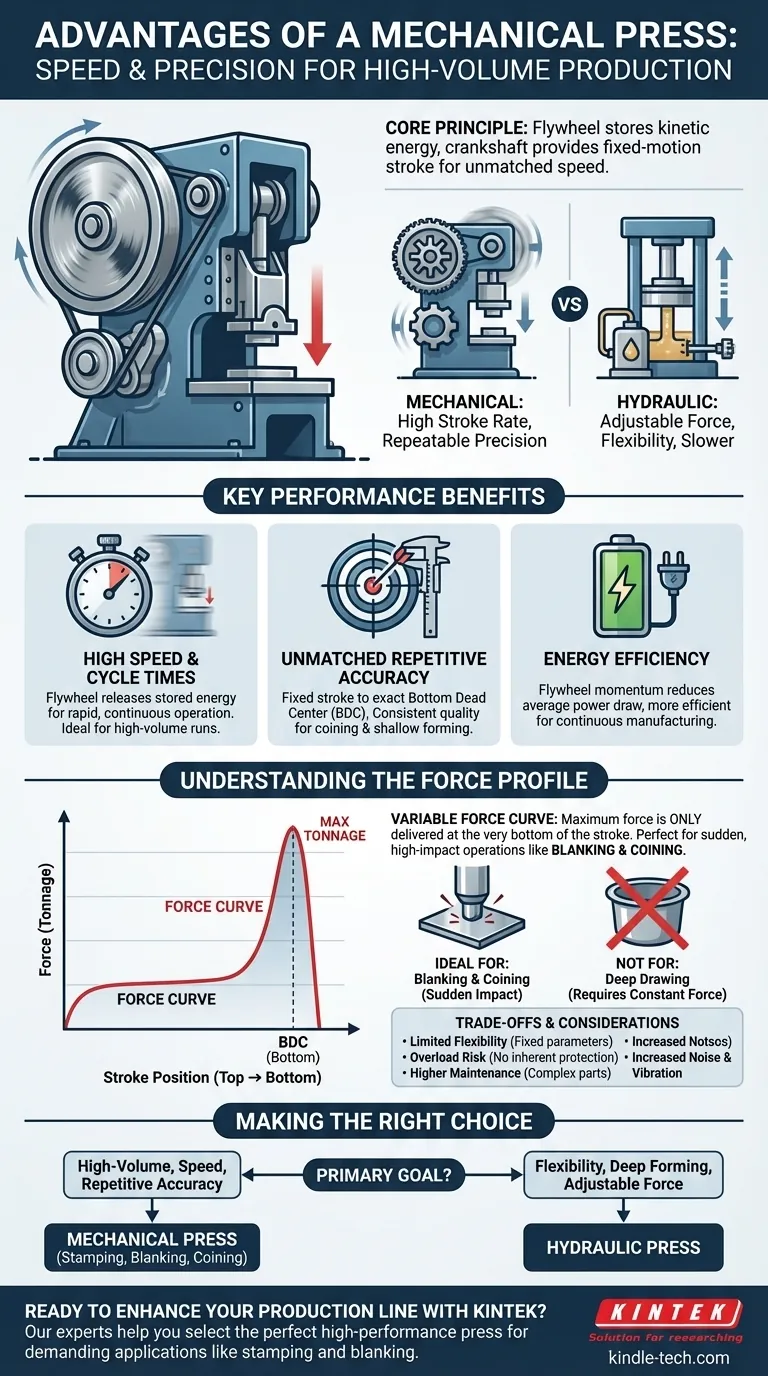
その核となるメカニカルプレスは、速度と繰り返し精度を実現するように設計されています。油圧プレスは柔軟性を提供しますが、メカニカルプレスの主な利点は、高速ストローク、ストローク下端での卓越した精度、およびエネルギー効率であり、大量生産のスタンピング、ブランキング、およびコイニング作業の標準となっています。
メカニカルプレスと油圧プレスのどちらを選択するかは、どちらが普遍的に「優れている」かではなく、その作業にどちらが適切なツールであるかということです。メカニカルプレスは、油圧システムの調整可能な力を、反復的な製造作業における比類なき速度と一貫性と引き換えにします。
速度と精度のメカニズム
メカニカルプレスの設計は油圧プレスとは根本的に異なり、独特の性能プロファイルを持っています。その利点は、その主要コンポーネントの直接的な結果です。
クランクシャフトとフライホイールの原理
メカニカルプレスは、モーターを使用して重いフライホイールを回転させ、フライホイールは大量の運動エネルギーを蓄えます。プレスが作動すると、クラッチがフライホイールをクランクシャフトに接続し、クランクシャフトがエンジンのピストンのように、ラムを固定動作ストロークで押し下げます。
この設計により、蓄えられたエネルギーを迅速に解放することができ、力を生成するために流体をポンプで送る必要がある油圧システムよりも大幅に速いサイクルタイムが可能になります。
比類なき繰り返し精度
多くの用途にとって最も重要な利点は、その位置精度です。ストローク長はクランクシャフトの固定された機械的形状によって決定されるため、ラムはすべてのサイクルで正確に同じ点、つまり下死点 (BDC) に到達します。
この極めて高い繰り返し精度は、数百万サイクルにわたって一貫した部品品質を達成するために正確な材料圧縮が必要とされるコイニングや浅い成形などの作業に不可欠です。
大量生産におけるエネルギー効率
連続した大量生産の場合、メカニカルプレスは多くの場合、よりエネルギー効率が高くなります。モーターの主な仕事はフライホイールを高速に保つことであり、圧力を維持するために連続的に作動する必要がある油圧ポンプと比較して、平均的に消費電力が少なくなります。実際の作業のためのエネルギーは、フライホイールに蓄えられた運動量から供給されます。

力のプロファイルの理解
一般的な誤解として、プレスの定格トン数が常に利用可能であるというものがあります。メカニカルプレスの場合、これは真実ではなく、その力曲線(フォースカーブ)を理解することが正しく使用するための鍵となります。
可変的な力曲線
メカニカルプレスは、ストロークの最下端でのみ最大定格トン数を発揮します。ストロークの上端および中央では、利用可能な力は大幅に低くなります。
これは、クランクシャフトによって提供されるレバレッジの直接的な結果です。クランクがBDC位置に近づくにつれて、機械的利点が急増し、非常に短い距離で莫大な力を生成できるようになります。
これがアプリケーションにとって重要な理由
この力プロファイルにより、メカニカルプレスは、ブランキング(金属から形状を打ち抜くこと)やコイニングなど、ストロークの終わりに突然の大きな衝撃を必要とする作業に最適です。
ただし、部品を引き裂くことなく成形するために長い距離にわたって一貫した力を必要とする深絞り加工には不向きです。
トレードオフの理解
メカニカルプレスの利点には明確な限界があります。用途に合わない種類のプレスを選択すると、機器の損傷、部品品質の低下、非効率性につながる可能性があります。
限られた柔軟性と制御
ストローク長、速度、圧力を簡単に調整できる油圧プレスとは異なり、これらのパラメータはメカニカルプレスではほとんど固定されています。ストロークを変更するには、大幅な機械的再構成が必要です。
過負荷のリスク
メカニカルプレスには、固有の過負荷保護がありません。必要な力がプレスの能力を超えると、ストロークを完了しようとし、金型またはプレス自体に壊滅的な故障を引き起こす可能性があります。対照的に、油圧システムは、損傷を防ぐためにリリーフバルブを使用します。
より複雑なメンテナンス
堅牢ではありますが、メカニカルプレスにはクラッチ、ブレーキ、ベアリングなど、より複雑な可動部品があります。これらのコンポーネントのメンテナンスには専門知識が必要であり、油圧システムのよりシンプルなバルブやシールを整備するよりも手間がかかる場合があります。
騒音と振動の増加
メカニカルプレスにおけるラムの高速衝撃は、油圧プレスのよりスムーズで制御された動きよりも、はるかに大きな騒音と振動を発生させます。
目標に合った適切な選択をする
適切なプレス技術を選択するには、主要な製造目標を明確に理解する必要があります。
- 大量生産と速度が主な焦点である場合:メカニカルプレスの繰り返し精度と高速ストロークは、スタンピング、ブランキング、またはコイニングに最適な選択肢となります。
- 柔軟性と深絞り加工が主な焦点である場合:油圧プレスは、ストローク全体にわたる完全で一定のトン数と、簡単に調整可能な制御により、より適しています。
- 初期費用とシンプルな力制御が主な焦点である場合:油圧プレスは、多くの場合、参入障壁が低く、可変的な力要件のあるアプリケーションに対してより寛容です。
最終的に、適切なプレスを選択することは、機械の基本的な強みをアプリケーションの特定の要求に合わせることです。
要約表:
| 利点 | 主な特徴 | 理想的な用途 |
|---|---|---|
| 高速 | 高速サイクルタイムを実現するフライホイール駆動クランクシャフト | 大量生産 |
| 繰り返し精度 | 下死点 (BDC) までの固定ストローク | コイニング、浅い成形、スタンピング |
| エネルギー効率 | フライホイールが運動エネルギーを蓄え、平均消費電力を削減 | 連続した大量生産 |
| BDCでの力 | ストロークの最下端で最大トン数を供給 | ブランキング、および突然の大きな衝撃を必要とする作業 |
メカニカルプレスの速度と精度で生産ラインを強化する準備はできていますか? KINTEKは、スタンピングやブランキングのような要求の厳しいアプリケーション向けに設計されたメカニカルプレスを含む、高性能なラボおよび産業機器を専門としています。当社の専門家が、効率と生産量を最大化するための完璧なプレスを選択するお手伝いをします。今すぐお問い合わせください。お客様の特定のニーズについて話し合い、KINTEKがどのように成功を後押しできるかを発見してください!
ビジュアルガイド