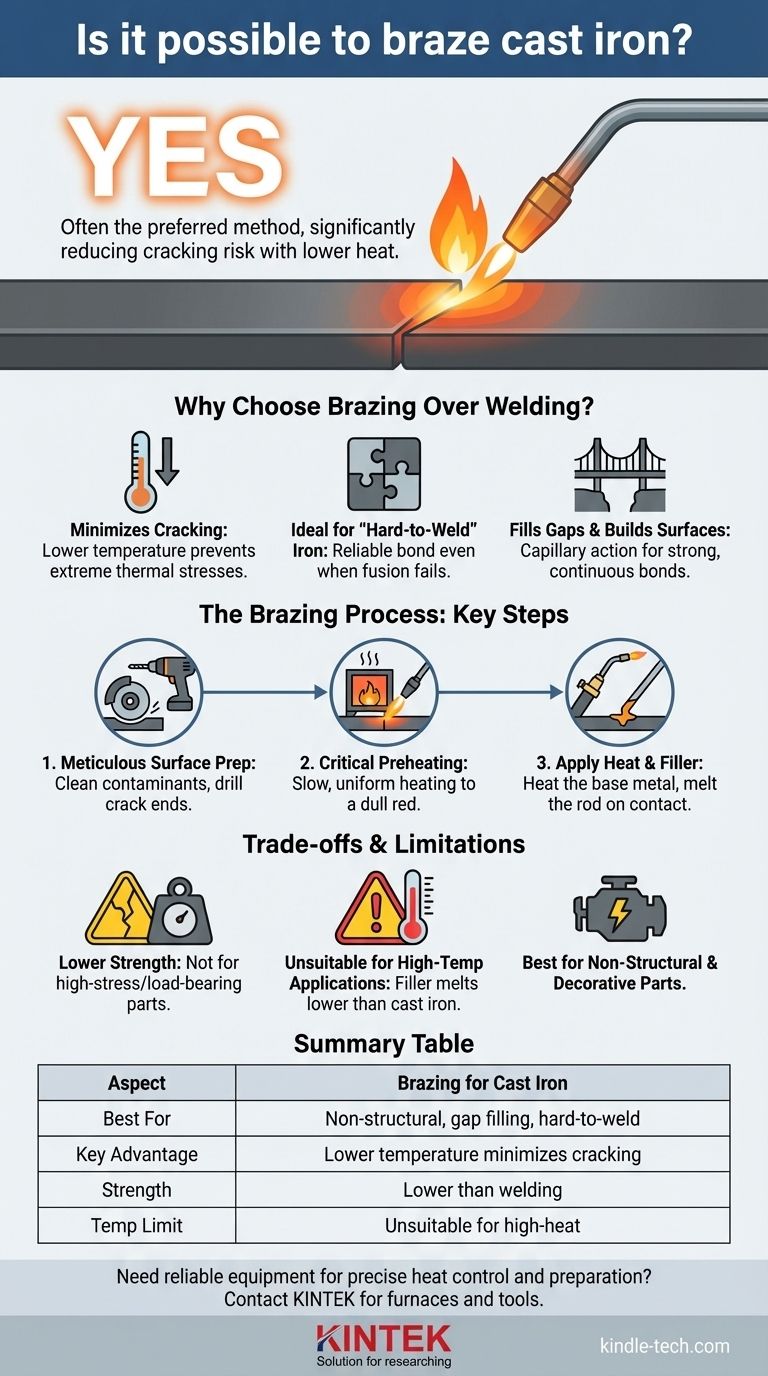
はい、鋳鉄をろう付けすることは絶対に可能です。 実際、多くの用途では、可能であるだけでなく、好ましい修理方法です。ろう付けは溶接よりも低温で行われるため、脆い鋳鉄が割れるリスクを大幅に低減し、溶接が失敗した、またはリスクが高すぎる部品の接合および修理のための信頼できる技術となります。
鋳鉄に関する中心的な課題は、溶接の高温で局所的な熱にさらされると割れやすいという性質です。ろう付けは、金属を溶かさずに接合することにより、この問題を巧みに解決し、多くの非構造修理に理想的な、強力で低応力の接合部を提供します。
鋳鉄の溶接よりもろう付けを選ぶ理由
ろう付けは単なる溶接の代替手段ではありません。鋳鉄のようなデリケートな材料にとっては、根本的に異なる利点を持つプロセスです。
クラックのリスクの最小化
ろう付けの主な利点は、作業温度が低いことです。このプロセスは鋳鉄を十分に加熱して青銅または真鍮のフィラーロッドを溶かしますが、鉄自体の融点よりはるかに低い温度に保たれます。
この限定的でより穏やかな加熱により、従来の溶接の冷却段階で鋳鉄が割れる原因となる極端な熱応力を防ぎます。これにより、母材の元の特性が維持されます。
「溶接が難しい」鉄に最適
特定の種類の鋳鉄は、その特定の炭素含有量や長年の使用による汚染物質の存在により、溶接が非常に困難であることが知られています。
溶接の試みが繰り返されても失敗する場合、ろう付けは信頼できる道筋を提供し、融接が単に実現不可能な場所で強力な接合部を作成します。
隙間の充填と表面の肉盛り
ろう付けは、部品間の大きな隙間を埋めるのに非常に優れています。フィラーメタルは毛細管現象によって接合部に流れ込み、母材の鋳鉄よりも強力な場合もある、しっかりとした連続的な接合部を作成します。摩耗した表面を肉盛りするのにも効果的です。
鋳鉄のろう付けプロセス:主要な手順
鋳鉄のろう付けの成功は、体系的な準備と熱制御にかかっています。これらのステップのいずれかを急ぐことが、失敗の最も一般的な原因です。
ステップ1:徹底的な表面準備
接合面の汚染物質は完全に取り除く必要があります。油、グリース、錆、さらには鉄自体のグラファイトでさえも、フィラーメタルが適切に接合するのを妨げます。表面を研削または研磨して、きれいで明るい金属を露出させます。
クラックを修理する場合、クラックの両端に小さな穴を開けます。この簡単なステップは応力を緩和し、加熱および冷却中にクラックがさらに広がるのを防ぐために不可欠です。
ステップ2:重要な予熱
鋳鉄は突然の局所的な温度変化に耐えられません。熱衝撃やクラックを防ぐために、ゆっくりと均一に予熱する必要があります。
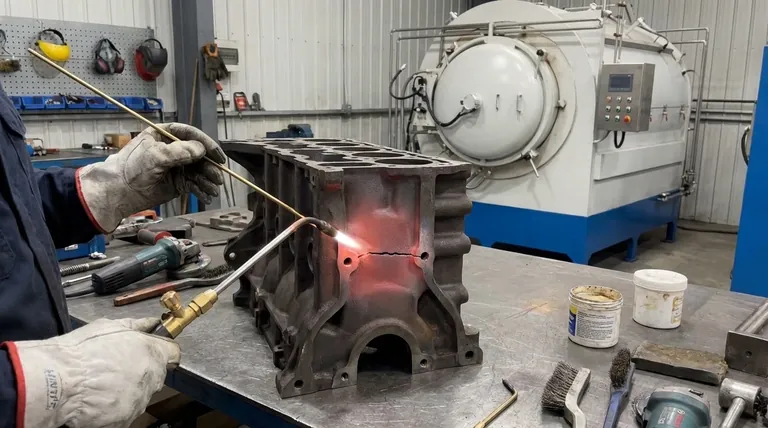
小さな部品の場合は、トーチを使用して部品全体を徐々に加熱できます。大きな鋳物には、均一な加熱のために炉が強く推奨されます。ろう付けの準備ができたことを示す**鈍い赤色**になるまで鉄を加熱します。
ステップ3:熱とフィラーメタルの適用
適切にサイズ調整されたろう付けノズルを使用して、中性またはわずかに酸化性の炎を使用します。目標は、フィラーロッドではなく、鋳鉄母材を加熱することです。
接合部の温度を上げます。鋳鉄が十分に熱くなると、ろう付けロッドが接触したときに溶けます。これにより、フィラーメタルが表面に「濡れ」、接合部に深く流れ込み、適切な接合が作成されます。
トレードオフと制限の理解
効果的ではありますが、ろう付けは万能の解決策ではありません。その制限を理解することが、それを正しく安全に使用するための鍵となります。
溶接と比較して強度が低い
適切に実行された溶接(母材を融合させる)は、通常、ろう付けされた接合部よりも強力な接合部を作成します。ろう付けは、金属の**内部**ではなく、表面に**接合部**を作成します。
高温用途には不向き
ろう付けフィラーメタルは、鋳鉄よりもはるかに低い融点を持っています。したがって、ろう付け修理は、排気マニホールド、シリンダーヘッド、その他のエンジン部品など、高温で動作する部品には**適していません**。接合部は、動作温度がフィラーの融点を超えると破損します。
高応力または荷重支持部品には不向き
完全貫通溶接と比較して引張強度が低いため、ろう付けは高い張力や重い構造荷重を受ける部品の重要な修理には使用すべきではありません。ハウジング、ケーシング、装飾部品に最適です。
修理のための正しい選択をする
ろう付けが正しいアプローチであるかどうかを判断するには、部品の最終的な機能について検討してください。
- 非構造部品(ブラケット、ハウジング、装飾部品など)の修理が主な目的の場合: ろう付けは、鋳物のクラックの可能性を最小限に抑える、優れた低リスクの選択肢です。
- 排気マニホールドなど、高温にさらされる部品の修理が主な目的の場合: ろう付けは適していません。特殊な高温溶接手順を調査する必要があります。
- 荷重支持コンポーネントの最大の強度が主な目的の場合: ろう付けでは不十分な可能性があります。専門家による適切な溶接修理がより安全な選択です。
その原理と制限を理解することで、鋳鉄修理のための強力なツールとしてろう付けに自信を持って使用できます。
要約表:
| 側面 | 鋳鉄のろう付け |
|---|---|
| 最適用途 | 非構造修理、隙間充填、溶接が難しい鉄 |
| 主な利点 | 低温によりクラックのリスクを最小限に抑える |
| 強度 | 溶接より低い。高応力部品には不向き |
| 温度制限 | 高温用途(例:排気マニホールド)には不向き |
| プロセス | 予熱、表面準備、毛細管フィラーの流れ |
金属加工またはラボプロジェクトに必要な信頼できる機器をお探しですか?
鋳鉄のろう付けには、正確な熱制御と準備が必要です。KINTEKは、均一な予熱のための炉や、徹底的な表面準備のためのツールなど、高品質のラボ機器と消耗品を専門としています。研究室であろうと産業用ワークショップであろうと、当社のソリューションは一貫したプロフェッショナルな結果を達成するのに役立ちます。
鋳鉄修理または製造ニーズに合った適切な機器を見つけるために、今すぐ当社の専門家にお問い合わせください。
ビジュアルガイド