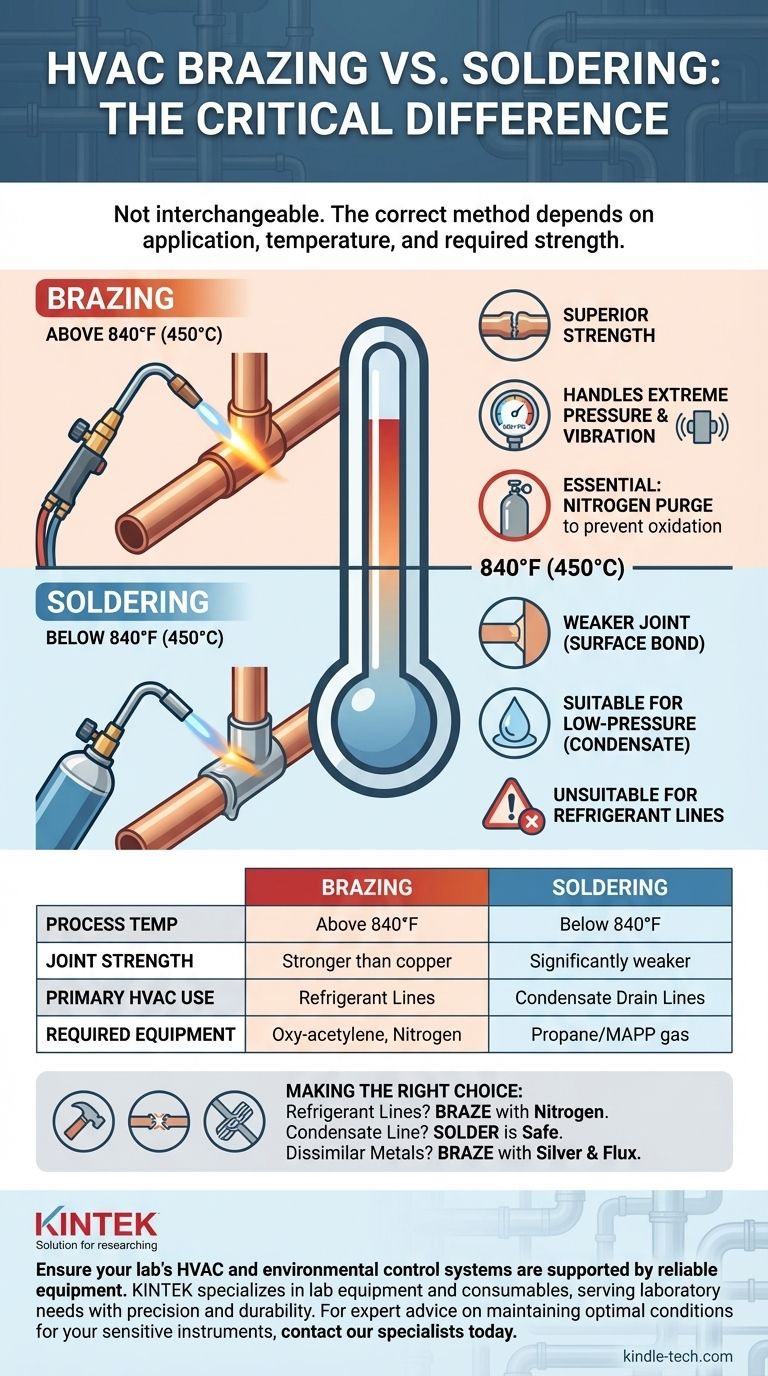
HVACでは、ろう付けとはんだ付けの両方が使用されますが、これらは互換性がありません。正しい方法は用途によって完全に異なります。ろう付けは、その優れた強度のため、銅製冷媒ラインの接合に必須の標準であり、はんだ付けは凝縮水ドレンラインのような低圧用途に限定されます。
核となる違いは、温度とそれによって得られる接合部の強度にあります。ろう付けは840°F(450°C)以上の温度で行われ、銅管自体よりも強い結合を形成します。この温度以下で行われるはんだ付けは、はるかに弱い接合部を作り、現代の冷媒の高圧には適していません。
根本的な違い:温度と強度
「ろう付け」と「はんだ付け」という用語はしばしば混同されますが、技術的な文脈では、これらは行われる温度と使用される溶加材の種類によって定義される2つの異なるプロセスを指します。
ろう付けとは?
ろう付けとは、融点が840°F(450°C)以上の溶加材を溶かし、毛細管現象によって密着した接合部に引き込む金属接合プロセスです。
HVACでは、通常、酸素アセチレンバーナーを使用して銅管を加熱します。溶加材(多くの場合、銅-リン合金または銀合金)が溶けて隙間に流れ込み、冷却すると非常に強く永続的な結合を形成します。
この高強度の接続こそが、ろう付けが高圧冷媒ラインすべてに必須のプロセスである理由です。
はんだ付けとは?
はんだ付けも同様のプロセスですが、融点が840°F(450°C)未満の溶加材(はんだ)を使用します。熱源は、よりシンプルなプロパンまたはMAPPガスバーナーであることが多いです。
毛細管現象は同じですが、結果として得られる結合はろう付け接合よりも著しく弱いです。これは、材料を融合させる冶金的な結合というよりも、強力な接着剤のような表面結合に近いです。
このため、はんだ付けは、飲料水配管や、HVACでは凝縮水ドレンラインのような低圧用途にのみ許容されます。

冷媒ラインにろう付けが標準である理由
冷媒ラインにはんだを使用することは、システム故障につながる重大な間違いです。ろう付けは、主に3つの理由から不可欠です。
極端な圧力への対応
R-410Aのような現代の冷媒は、高圧側でしばしば600 PSIを超える非常に高い圧力で動作します。はんだ付けされた接合部では、これらの力に耐える機械的強度が不足しており、必然的に漏れが発生します。
振動への耐性
HVACシステムは動的な環境です。コンプレッサーとファンは、銅管を伝わる絶え間ない微妙な振動を発生させます。ろう付けされた接合部は延性があり、これらの振動に耐えて破損することはありませんが、はんだ付けされた接合部はより脆く、長期的なストレスの下で亀裂が入りやすいです。
窒素による酸化防止
HVACのろう付けにおける重要かつ不可欠なステップは、加熱プロセス中にラインを乾燥窒素でパージすることです。
酸素の存在下で銅が加熱されると、管の内側に黒く剥がれやすいスケールである酸化銅が形成されます。このスケールが剥がれてシステム内を移動し、フィルタードライヤーやTXV(膨張弁)のような部品の微細で精密な開口部を詰まらせ、システム全体の閉塞と故障につながる可能性があります。
低圧の窒素流を管に通すことで酸素を排出し、酸化物の形成を防ぎ、システム内部が完全に清潔に保たれることを保証します。
トレードオフと一般的な落とし穴を理解する
ろう付けは強度に優れていますが、はんだ付けよりも高いスキルと特殊な設備が必要なため、手抜きをする人もいます。
スキルと設備の要件
ろう付けは、より高いレベルのスキルを要求します。技術者は、管や近くのバルブを過熱して損傷させることなく、接合部を均一に適切な温度に加熱する必要があります。また、シンプルなプロパンバーナーよりも複雑で高価な酸素アセチレンバーナーのセットアップも必要です。
溶加材の選択
ろう付け合金の選択は非常に重要です。銅と銅の接合には、リンがフラックス剤として機能するため、銅-リン合金(15%銀など)が一般的です。
ただし、銅をサービスバルブの真鍮や鋼のような異なる金属にろう付けする場合は、別途フラックスと高銀含有ろう付け合金を使用しなければなりません。間違った棒を使用すると、弱い接合部になるか、まったく結合しないことになります。
「軟ろう」の誘惑
はんだ付けは、より速く、安価で、簡単です。このため、訓練を受けていない人が冷媒ラインに誤って使用したくなることがあります。これは、将来の漏れ、高価な冷媒の損失、および潜在的な機器の損傷を保証する重大な不正行為です。
目的に合った正しい選択をする
選択は、作業するシステムの部分によって完全に決まります。
- 冷媒ライン(吸引、液体、または吐出)の接合が主な焦点である場合: 強力で清潔、かつ永続的な接合を作成するために、窒素パージを伴うろう付けを行う必要があります。
- 凝縮水ドレンラインの接続が主な焦点である場合: はんだ付けは、この低圧用途に適した、安全で費用対効果の高い方法です。
- 銅を異種金属(バルブなど)に接合することが主な焦点である場合: 適切な結合を確保するために、高銀合金とフラックスを使用してろう付けを行う必要があります。
正しい接合方法を習得することは、安全で信頼性の高いHVAC作業において不可欠な側面です。
要約表:
| 側面 | ろう付け | はんだ付け |
|---|---|---|
| プロセス温度 | 840°F (450°C)以上 | 840°F (450°C)未満 |
| 接合強度 | 基材の銅管よりも強い | 著しく弱い |
| 主なHVAC用途 | 高圧冷媒ライン | 低圧凝縮水ドレンライン |
| 必要な設備 | 酸素アセチレンバーナー、窒素パージ | プロパンまたはMAPPガスバーナー |
研究室のHVACおよび環境制御システムが信頼性の高い機器によってサポートされていることを確認してください。 KINTEKは、研究室のニーズに精度と耐久性で応える、研究室機器と消耗品を専門としています。繊細な機器に最適な状態を維持するための専門的なアドバイスについては、今すぐ当社の専門家にお問い合わせください。お客様の施設に最適なソリューションを見つけるお手伝いをいたします。
ビジュアルガイド