動力プレスの種類を理解することは、明確な数を数えることよりも、それらが分類される基本的な方法を理解することに重点が置かれます。プレスは動力源、フレーム設計、特定の機能によって分類されるため、数十種類の組み合わせがあり、単一の答えはありません。最も重要な2つの分類は、駆動システムとフレームタイプです。
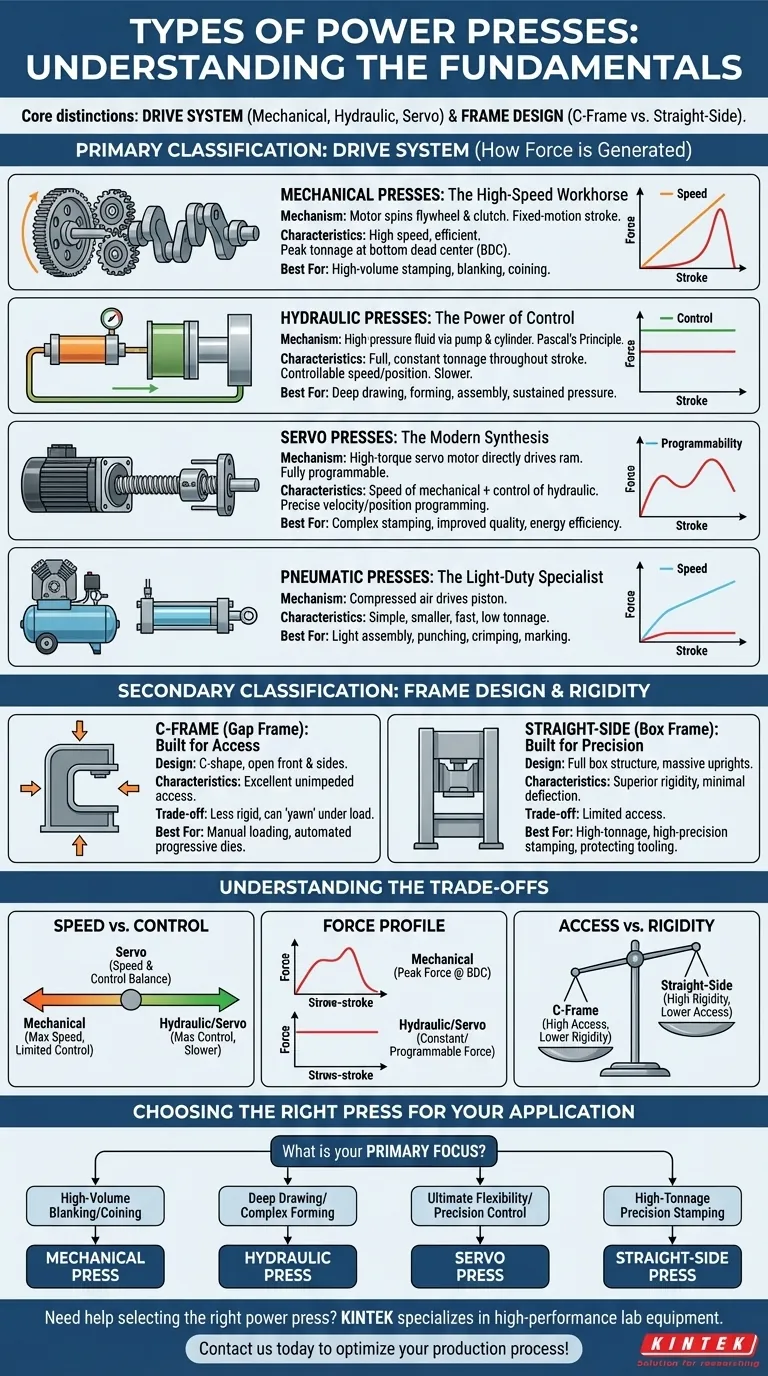
動力プレスの核となる違いは、速度、力プロファイル、制御を決定する駆動システム—メカニカル、油圧、サーボ—にあります。これにフレーム設計—Cフレーム対ストレートサイド—が組み合わさることで、それぞれが最適な特定の製造用途が決定されます。
主要な分類:プレスが力を発生させる方法
プレスが力を生み出す方法は、その性能、能力、理想的な使用事例に影響を与える最も重要な要素です。
メカニカルプレス:高速の主力機
モーターが重いフライホイールを回転させ、大量の運動エネルギーを蓄えます。オペレーターがクラッチを接続すると、このエネルギーがクランクシャフトまたは偏心ギアシステムを介して伝達され、ラムを固定ストロークで押し下げます。
これらのプレスは非常に高速で効率的であるため、速度が最優先される大量のスタンピング、ブランキング、コイニング作業の標準となっています。
重要な特徴は、メカニカルプレスはストロークの最下点でしか最大定格トン数を発生しないことです。
油圧プレス:制御の力
油圧プレスは、パスカルの原理に基づいて、高圧流体によって駆動される大きなピストンとシリンダーを使用します。電動モーターがポンプを動かして流体を移動させます。
油圧プレスの決定的な特徴は、ラムのストロークのどの点でも、完全で一定のトン数を供給できることです。これは、ラムの速度と位置を完全に制御できることと相まって、持続的な圧力が必要な深絞り、成形、および組立作業に最適です。一般的に、メカニカルプレスよりも低速です。
サーボプレス:現代の統合
サーボメカニカルプレスとも呼ばれるこれらの機械は、従来のモーター、フライホイール、クラッチを、高トルクのサーボモーターに置き換えます。サーボモーターは、ボールねじまたは同様の機構を介してラムの動きを直接駆動します。
この設計は、メカニカルプレスの速度と、油圧プレスの完全なプログラム可能性および制御を兼ね備えています。オペレーターはラムの速度、位置、滞留時間を正確にプログラムできるため、複雑なスタンピング作業に最適で、部品の品質を向上させ、エネルギー消費を削減します。
空気圧プレス:軽作業の専門家
これらのプレスは、圧縮空気を使用してピストンを駆動し、力を発生させます。それらはよりシンプルで小型であり、そのサイズに対して高速ですが、低トン数の用途に限定されます。
空気圧プレスは、高い力が主要な要件ではない軽度の組み立て、パンチング、圧着、マーキング作業に一般的に使用されます。

二次分類:フレーム設計と剛性
フレームはプレスの背骨であり、その設計は剛性とアクセス性を決定し、精度と作業フローに直接影響します。
Cフレーム(ギャップフレーム):アクセス性を重視した設計
その名の通り、フレームは「C」の形をしています。これにより、金型エリアへのアクセスが3方向(前面、左、右)から妨げられることなく可能になります。
このオープンな設計は、部品の手動での積み下ろしが必要な作業や、自動プログレッシブ金型作業で側面から材料を供給する場合に理想的です。
ストレートサイド(ボックスフレーム):精度を重視した設計
ストレートサイドプレスは、2つの巨大な支柱を持つ完全なボックス型フレームを特徴としています。この構造は、Cフレーム設計よりも本質的に堅牢で剛性が高いです。
この優れた剛性により、重い負荷下でのたわみが最小限に抑えられ、一貫性を要求し、高価な工具を保護する高トン数、高精度のスタンピングおよび成形にはストレートサイドプレスが必須の選択肢となります。
トレードオフを理解する
プレスを選択するには、相反する要素のバランスを取る必要があります。すべての作業に最適なプレスは一つもありません。
速度 vs. 制御
メカニカルプレスは最高のサイクルレートを提供しますが、ストロークが固定されており、制御が限定的です。油圧プレスとサーボプレスはストローク全体を完全に制御できますが、多くの場合、最大速度が遅いか、初期費用が高くなります。
力プロファイル
これは重要な違いです。メカニカルプレスは、ストロークの最下死点でしか最大トン数に達しません。ストロークの上部で力が必要な作業(深絞りのような)の場合、油圧プレスまたはサーボプレスが必要です。これらはストローク全体で完全なトン数を提供するためです。
アクセス性 vs. 剛性
Cフレームプレスは比類のないアクセス性を提供し、金型交換や部品の取り扱いを簡素化します。しかし、負荷がかかると「ギャップ」がわずかに開く(「ヨーニング」)ことがあり、精度に影響を与えます。ストレートサイドプレスは、重く精密な作業に必要な極端な剛性のために、このアクセス性を犠牲にします。
用途に合ったプレスの選択
最終的な決定は、製造作業の特定の要求によって左右されなければなりません。
- 大量のブランキングまたはコイニングが主な焦点の場合:メカニカルプレスがほとんど常に最も費用対効果が高く効率的なソリューションです。
- 深絞りまたは複雑な成形が主な焦点の場合:油圧プレスは、これらの作業に必要な一貫したトン数と制御を提供します。
- 究極の柔軟性と精密制御が主な焦点の場合:サーボプレスは、複雑な作業に対して比類のないプログラム可能性を提供し、速度と制御を兼ね備えています。
- 自動化または手動積載のためのアクセス性が主な焦点の場合:Cフレーム設計が理想的ですが、そのトン数と精度の制限に注意してください。
- 高トン数の精密スタンピングが主な焦点の場合:ストレートサイドプレスは、部品の品質を確保し、金型寿命を延ばすために不可欠な剛性を提供します。
これらの力発生とフレーム構造の核心原理を理解することで、特定の製造目標のための精密なツールとして機能するプレスを自信を持って選択できます。
概要表:
| 分類 | 主要な種類 | 主な特徴 | 最適な用途 |
|---|---|---|---|
| 駆動システム | メカニカル、油圧、サーボ、空気圧 | 速度、力制御、プログラム可能性 | 大量スタンピング、深絞り、精密成形 |
| フレーム設計 | Cフレーム、ストレートサイド | アクセス性 vs. 剛性 | 手動積載、自動プログレッシブ金型、高トン数精密 |
研究室や製造作業に適した動力プレスの選択でお困りですか? KINTEKは、お客様の特定のニーズに合わせた高性能な研究室機器と消耗品の提供を専門としています。メカニカルプレスの速度、油圧システムの制御、またはサーボプレスの精度が必要な場合でも、当社の専門家が理想的なソリューションをご案内します。今すぐお問い合わせください 生産プロセスを最適化し、優れた結果を達成しましょう!
ビジュアルガイド
関連製品
- 単発式電気錠剤プレス機 実験用粉末打錠機 TDP打錠機
- 単打式電動錠剤圧縮機 TDP 錠剤打錠機
- 真空ボックスラボ用加熱プレート付き加熱油圧プレス機
- ラボ用加熱プレート付き自動高温加熱油圧プレス機
- 全固体電池研究用温間等方圧加圧装置(WIP)

















