極めて重要なことに、ろう付けロッドの融点は接合される鋼材の融点よりも低くなければなりません。これがろう付けプロセスの決定的な原理です。この手順は、固体で溶けていない鋼材部品間の隙間に流れ込み、冷却時に強力な冶金学的結合を形成するフィラーメタル(ロッド)を溶かすことによって機能します。
ろう付けの基本ルールは、フィラーメタルが溶ける一方で母材は固体として残ることです。したがって、ろう付けロッドは接合する鋼材よりも常に著しく低い融点を持ち、鋼材のコア構造を溶かしたり歪ませたりすることなく結合を形成できるようにします。
ろう付けが低い融点に依存する核心原理
フィラーメタルと母材の温度差は単なる詳細ではなく、プロセス全体の基礎であり、溶接と区別される点です。
ろう付けと溶接の定義による違い
ろう付けと溶接の主な違いは、プロセス中の母材の状態です。
溶接では、母材自体が融点まで加熱され、しばしばフィラー材料を伴って融合されます。目標は、単一の連続した金属片を作成することです。
ろう付けでは、フィラーメタルのみが溶けます。母材(鋼材部品)は非常に熱くなりますが、融点をはるかに下回ったままです。ろう付けは融合プロセスではなく、接合プロセスです。
数値による融点の理解
これを理解するために、関与する典型的な温度を考慮してください。
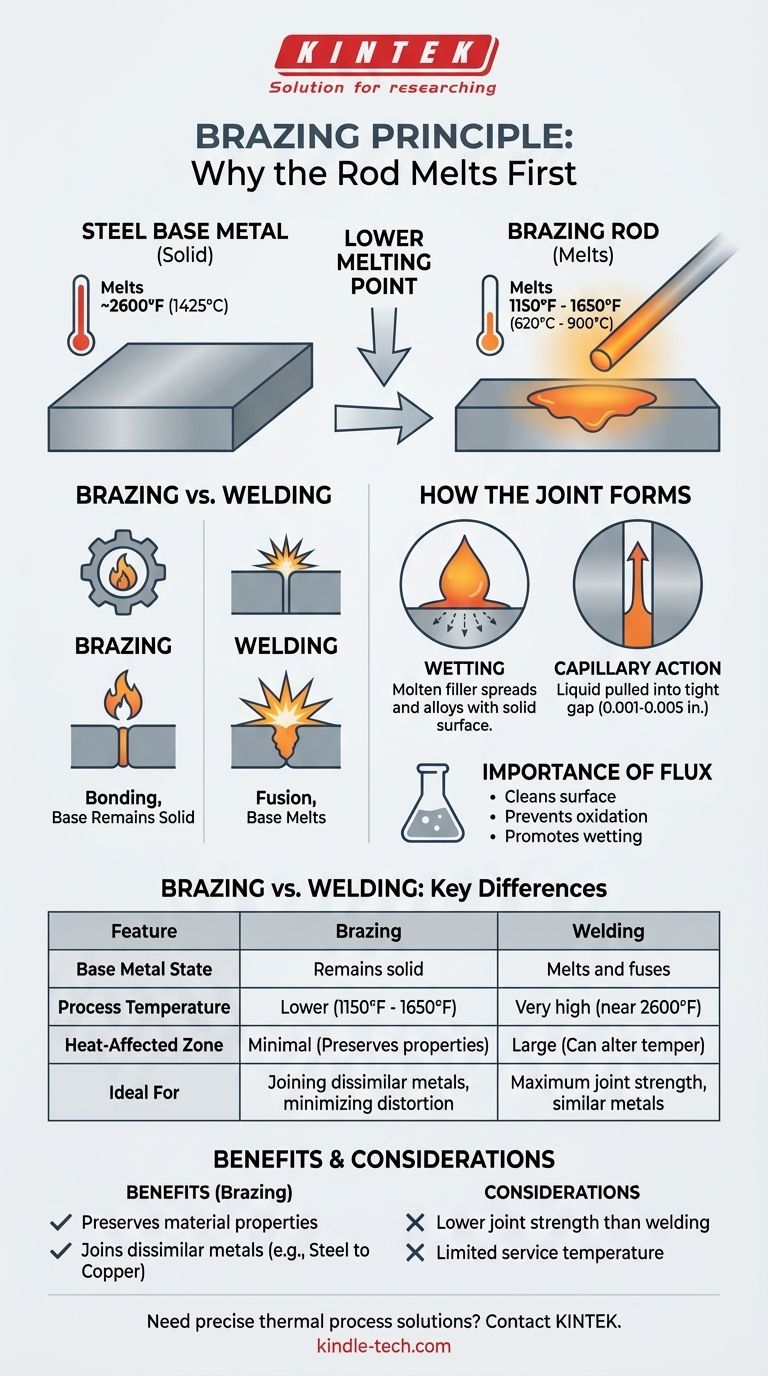
一般的な炭素鋼の融点は約 2600°F (1425°C) です。
鋼材用のろう付けフィラーメタル(青銅や銀合金など)の融点(厳密にはその液相線温度)ははるかに低く、通常 1150°F ~ 1650°F (620°C ~ 900°C) の範囲です。
この巨大な温度差がプロセスを可能にしています。アセンブリ全体を1700°Fまで上げることができ、これはロッドを溶かすのに十分な熱ですが、鋼材は融点より900°F以上低く保たれます。

ろう付け接合の形成方法
母材が固体であるままであるため、溶融したフィラーメタルは他のメカニズムを通じてそれに結合する必要があります。これは2つの主要な現象を通じて起こります。
「濡れ」の概念
濡れとは、液体が固体表面に広がる能力です。ろう付けでは、溶融したフィラーメタルが熱い鋼の表面を「濡らし」ます。
これは単なる接着ではありません。これは冶金プロセスであり、フィラーメタルが鋼の表面と合金化する薄い拡散層を形成し、非常に強力で永続的な結合を作成します。
毛細管現象の力
ろう付けは、部品間に非常に狭く制御された隙間(通常 0.001~0.005インチ)がある場合に最も効果的に機能します。
フィラーメタルが溶けると、この狭い隙間が毛細管現象によって接合部に液体金属を引き込みます。これは水を狭いチューブに吸い上げるのと同じ力であり、接合部全体が結合合金で満たされることを保証します。
フラックスの重要性
濡れを発生させるためには、鋼の表面は原子レベルで完全にきれいである必要があります。ろう付け温度では、鋼は急速に酸化物を形成し、フィラーが結合するのを妨げます。
加熱前にフラックスが塗布されます。これはろう付けロッドよりも低い温度で溶け、化学洗浄剤として機能し、接合部を酸素から保護し、既存の酸化物を溶解して、完璧な濡れのために表面を準備します。
トレードオフの理解:鋼のろう付け対溶接
ろう付けは母材を溶かさないため、溶接と比較していくつかの明確な利点と欠点があります。
利点:材料特性の維持
溶接の高温は大きな熱影響部(HAZ)を生み出し、鋼の焼き戻し、硬度、内部応力を変化させ、溶接周辺の領域を弱める可能性があります。
ろう付けは使用する熱が大幅に少なく、HAZがはるかに小さくなります。これにより、鋼の元の特性が維持され、反りが最小限に抑えられ、最終アセンブリの残留応力が低減されます。
利点:異種金属の接合
ろう付けは、鋼と銅や鋼と真鍮など、融点が大きく異なる金属を接合するための優れた方法です。これらの組み合わせを溶接しようとすると、一方の金属がもう一方の金属より先に蒸発してしまうため、不可能であることがよくあります。
制限:接合強度と使用温度
ろう付け接合の機械的強度は、ほとんどの場合、母材の鋼よりも低いフィラーメタルの強度によって制限されます。適切に設計されたろう付け接合は非常に強力ですが、高品質の溶接が達成できる100%の母材強度には達しません。
さらに、ろう付けされたアセンブリは、使用温度がフィラーメタルの融点に近づくような用途では使用できません。
目標に合わせた適切な選択
適切なプロセスを選択するには、接合に対する主な目的を理解する必要があります。
- 母材に匹敵する最大の接合強度に焦点を当てる場合: 母材を直接融合するため、溶接を選択します。
- 熱歪みを最小限に抑え、鋼の特性を維持することに焦点を当てる場合: ろう付けは、その低いプロセス温度のため、優れた選択肢です。
- 鋼を銅や真鍮などの別の金属に接合する必要がある場合: ろう付けはこのタスクに対して最も効果的で一般的な方法です。
この基本的な温度関係を理解することで、最終製品の完全性と性能のために適切な接合プロセスを選択できるようになります。
要約表:
| 特徴 | ろう付け | 溶接 |
|---|---|---|
| 母材の状態 | 固体として残る | 溶けて融合する |
| プロセス温度 | 低い (1150°F - 1650°F) | 非常に高い (鋼の2600°F融点に近い) |
| 熱影響部 | 最小限、鋼の特性を維持する | 大きい、焼き戻しや硬度を変化させる可能性がある |
| 理想的な用途 | 異種金属の接合、歪みの最小化 | 最大の接合強度、類似金属の融合 |
材料の完全性を損なうことなく金属を接合する必要がありますか? KINTEKは、ろう付けなどの精密な熱プロセス向けのソリューションを提供するラボ機器と消耗品の専門家です。当社の専門知識により、材料の特性を維持しながら、強力で信頼性の高い接合を実現できます。貴社のラボの金属接合ニーズをどのようにサポートできるかについて、今すぐお問い合わせください!
ビジュアルガイド
関連製品
- 高温用途向け窒化ホウ素(BN)セラミックロッド
- 産業用途向けエンジニアリング先進ファインアルミナ Al2O3 セラミックロッド絶縁体
- 真空熱処理焼結ろう付け炉
- PTFE撹拌子回収ロッド用カスタムPTFEテフロン部品メーカー
- エンジニアリング先進ファインセラミックス用精密加工イットリウム安定化ジルコニアセラミックロッド




