冷間静水圧プレス(CIP)は、材料の均一性と複雑な形状が極めて重要となる高性能部品を製造するために使用されます。CIPで作られた製品は、航空宇宙、医療、エレクトロニクス、防衛などの産業で見られ、スパッタリングターゲット、先端セラミックチューブ、医療用インプラント、堅牢な産業用ツーリングなどが含まれます。このプロセスは、他の方法では圧縮が難しい材料のために特に選ばれます。
本質的に、CIPは特定の製品リストによって定義されるのではなく、独自の製造能力によって定義されます。CIPは、最終加工後に予測可能な性能と強度に不可欠な、完全に均一な密度を必要とする粉末から部品を成形する際に優れています。

冷間静水圧プレス(CIP)とは?
CIPが何を生み出すかを理解するには、まずその仕組みを理解する必要があります。これは、一方向または二方向から力を加える従来のプレス加工とは根本的に異なります。
基本原理:パスカルの法則の応用
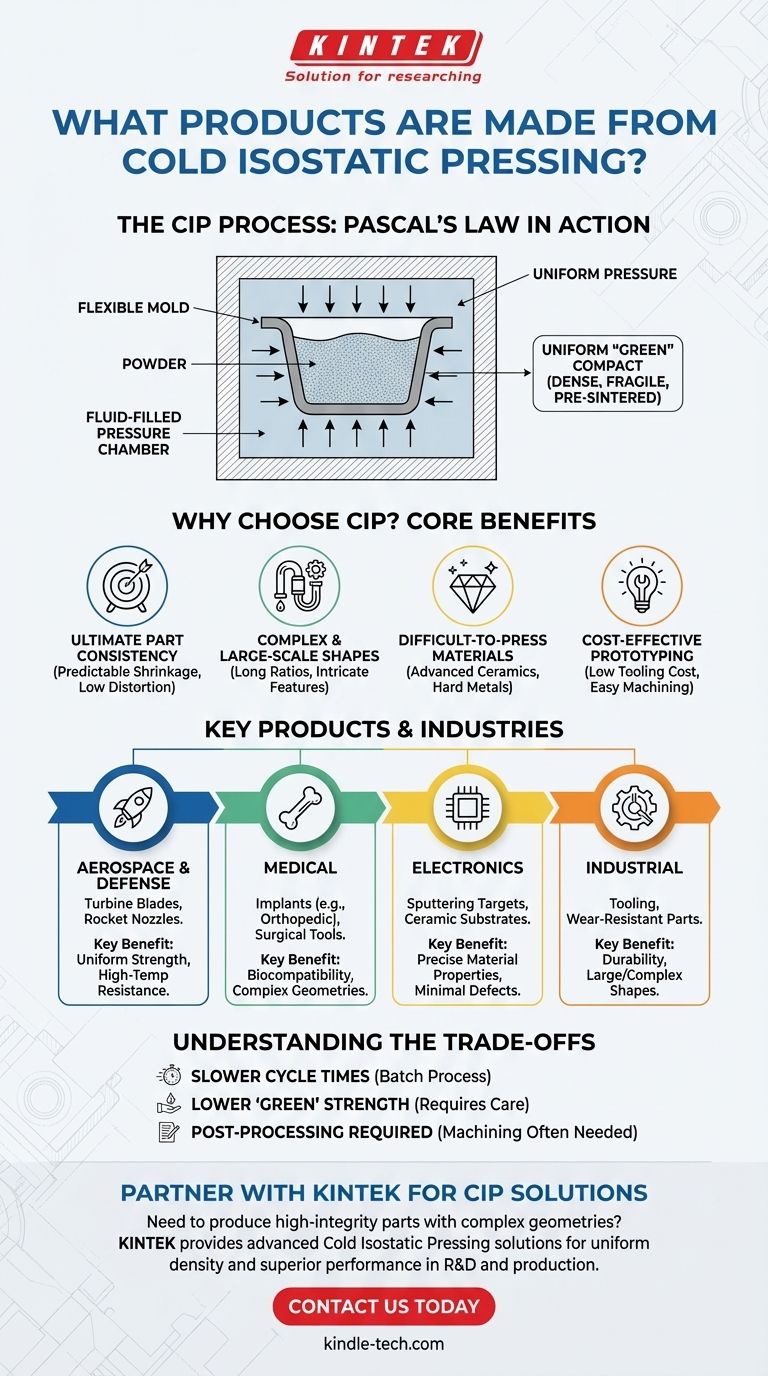
CIPは、パスカルの法則の直接的な応用です。この法則は、密閉された流体に加えられた圧力が全方向に均等に伝達されることを示します。
このプロセスでは、粉末を柔軟なエラストマー製のモールドに入れ、密閉します。この密閉されたモールドは、流体で満たされた圧力チャンバーに浸されます。
チャンバーに圧力がかかると、流体がモールドのすべての表面に巨大で均一な圧力をかけます。これにより、粉末があらゆる側面から均等に圧縮されます。
結果:均一な「グリーン」コンパクト
CIPプロセスの出力は「グリーン」コンパクトです。これは、緻密化されているものの、最終的な硬度を得るために焼成または焼結されていない、固体ですが壊れやすい部品です。
主な利点は、その極めて均一な密度です。圧力が全方向から加えられたため、従来の単軸(上から下)プレスで作られた部品によく見られる内部応力線や密度のばらつきがありません。
メーカーがCIPを選択する理由
メーカーがCIPを指定するのは、他の方法の限界が最終部品の完全性や実現可能性を損なう場合です。これは特定の課題に対する問題解決技術です。
究極の部品一貫性のために
CIPグリーンコンパクトの均一な密度は、最終焼成(焼結)中に予測どおりに一貫して収縮することを意味します。
これにより、歪みや内部応力が低減され、熱処理後に厳格な寸法公差を満たす必要のある高性能セラミック部品や金属部品にとって極めて重要となります。
複雑な形状および大規模な形状のために
圧力が静水圧(全方向)であるため、CIPは剛性ダイでは不可能な形状を製造できます。これには以下が含まれます。
- 長くて細いチューブなど、非常に高いアスペクト比を持つ部品。
- ねじ山、スプライン、テーパーなどの複雑な内部形状を持つ部品。
- 巨大で複雑な鋼製ダイの製造コストが高すぎる非常に大きな部品。
プレスが困難な材料のために
CIPは、従来の圧力下ではうまく圧縮されない粉末の優先的な方法です。
これには、硬質金属、耐火金属、先端セラミックスが含まれます。全方向からの圧力により、これらの扱いにくい材料が実用的な形状に効果的に緻密化されます。また、異なる粉末特性を持つ積層部品の作成にも使用できます。
コスト効率の高いプロトタイピングのために
少量生産、プロトタイプ、または非常に大きな部品の場合、「ウェットバッグ」CIP法は非常に経済的です。
高価な硬化鋼製プレスダイへの初期投資を避け、代わりに低コストの柔軟なモールドに依存します。得られたグリーンコンパクトは機械加工も容易であり、高価な最終焼成段階の前にさらなる設計の微調整が可能です。
トレードオフの理解
CIPは強力ですが、万能の解決策ではありません。その利点には特定のトレードオフがあり、多くの大量生産される単純な用途には適していません。
サイクルタイムが遅い
CIPはバッチプロセスです。粉末の充填、モールドの密閉、チャンバーへの配置、加圧、減圧、取り出しは、自動化された機械プレスよりも部品あたりの時間が大幅にかかります。これにより、大量生産される単純なアイテムには不向きです。
「グリーン」強度が低い
CIPによって製造されたグリーンコンパクトは、ダイ成形によるものよりも脆いことがよくあります。最終的な焼結プロセス(粒子を融合させ、究極の強度を与えるプロセス)の前に慎重に取り扱う必要があります。
後加工が必要な場合が多い
CIPはニアネットシェイプを製造できますが、柔軟なモールドは硬質鋼ダイほどの精密な寸法精度を提供しません。高精度部品の場合、最終的な公差を得るために、グリーンコンパクトは焼成前に機械加工が必要になることがよくあります。
いつ冷間静水圧プレスを指定するか
このフレームワークを使用して、CIPがコンポーネントにとって正しい選択であるかどうかを判断してください。
- 最終部品の完全性が主な焦点の場合: 焼結中の歪みを最小限に抑え、均一で予測可能な収縮を保証するために、CIPが優れた選択肢です。
- 複雑な形状が主な焦点の場合: 単軸プレスでは達成できない内部特徴、長いアスペクト比、またはその他の形状を持つ部品には、CIPを指定します。
- 材料性能が主な焦点の場合: 先端セラミックス、耐火金属、複合材料など、プレスが難しい粉末を圧縮するための標準です。
- プロトタイピングまたは非常に大きな部品が主な焦点の場合: ウェットバッグCIPの低いツーリングコストは、研究、一点物、または巨大なコンポーネントにとって非常に経済的です。
均一な緻密化という中核的な利点を理解することで、冷間静水圧プレスを活用し、製造上のユニークで困難な一連の問題を解決できます。
要約表:
| 産業 | 一般的なCIP製品 | 主な利点 |
|---|---|---|
| 航空宇宙・防衛 | タービンブレード、ロケットノズル | 均一な強度、高温耐性 |
| 医療 | インプラント(例:整形外科用)、手術器具 | 生体適合性、複雑な形状 |
| エレクトロニクス | スパッタリングターゲット、セラミック基板 | 正確な材料特性、欠陥の最小化 |
| 産業用 | ツーリング、耐摩耗部品 | 耐久性、大型・複雑な形状 |
複雑な形状を持つ高信頼性部品の製造が必要ですか?
KINTEKでは、先端的な実験室機器と消耗品(冷間静水圧プレスソリューションを含む)の提供を専門としており、セラミックまたは金属部品で均一な密度と優れた性能を達成するお手伝いをします。研究開発であれ、生産であれ、当社の専門知識により、お客様の特定のニーズに合った適切な技術を得ることができます。
今すぐお問い合わせいただき、CIPが製造プロセスをどのように向上させるかについてご相談ください!
ビジュアルガイド
関連製品
- コールドアイソスタティックプレス用電気分割ラボコールドアイソスタティックプレスCIP装置
- 電気実験室用コールドアイソスタティックプレス CIP装置
- 自動ラボ用コールドアイソスタティックプレス CIP装置 コールドアイソスタティックプレス
- 手動等方圧プレス機 CIPペレットプレス
- 全固体電池研究用温間等方圧加圧装置(WIP)












