正確に言えば、 鋼の熱処理に単一の温度範囲というものは存在しません。適切な温度は、鋼の特定の合金の種類と、焼入れ、軟化、応力除去など、目的とする結果という2つの要因に決定的に依存します。各プロセスには固有の温度要件があり、それは鋼の炭素含有量に基づいて正確に計算されることがよくあります。
熱処理の目的は、単に鋼を加熱することではなく、その内部の結晶構造を変化させることです。適切な温度とは、焼鈍しや焼入れなどの特定のプロセスに必要な構造変化(オーステナイトの形成など)を達成する温度を指します。
基礎:鋼の重要温度
熱処理を理解するには、鋼を加熱するとその内部の結晶構造に物理的変化が生じることをまず理解する必要があります。これらの変化は、特定の予測可能な「重要温度」で発生します。
下部重要温度(A1)
A1温度は、鋼の構造がオーステナイトと呼ばれる相に変化し始める点です。ほぼすべての一般的な炭素鋼および合金鋼について、この温度は727°C (1340°F)で一定です。この点を下回ると、顕著な硬化は起こりません。
上部重要温度(A3)
A3温度は、オーステナイトへの変態が完了する点です。A1とは異なり、この温度は鋼の組成によって大きく異なります。
炭素含有量の役割
鋼の炭素含有量は、A3温度を決定する主要な要因です。炭素含有量が増加するにつれて(0.77%まで)、A3温度は低下します。これが、低炭素鋼が高炭素鋼よりも完全な硬化のために高い温度を必要とする理由です。

主要な熱処理プロセスとその温度
異なる目標には異なるプロセスが必要であり、それぞれが重要温度をベンチマークとして使用します。
焼鈍し(軟らかさと被削性のために)
焼鈍しの目的は、鋼を可能な限り軟らかく延性を持たせることです。これは、鋼をA3温度のわずかに上まで加熱し、構造が完全に変化するのに十分な時間保持し(「保持」と呼ばれるプロセス)、その後、炉内に放置して一晩冷却するなど、極めてゆっくりと冷却することによって行われます。
正規化(均一な結晶粒構造のために)
正規化は、より均一で微細な結晶粒構造を作り出し、焼鈍された鋼よりも強く、靭性のある鋼をもたらします。これは、鋼を焼鈍しよりもわずかに高い温度(通常はA3より50~100°C上)に加熱し、その後、静止した空気中で冷却させることを伴います。
焼入れ(強度と耐摩耗性のために)
焼入れは、鋼を強く耐摩耗性にするために使用されます。鋼をA3温度より上に加熱してオーステナイトを形成させた後、炭素原子が閉じ込められ、マルテンサイトと呼ばれる極めて硬く脆い構造を形成するように、非常に急速に冷却します(焼入れと呼ばれるプロセス)。
焼戻し(靭性のために)
新しく焼入れされた鋼は、実用には脆すぎる場合があります。焼戻しは、脆性を低減し靭性を高めるために、焼入れ後に行われる二次的な低温処理です。これは、鋼をはるかに低い温度、通常は200°Cから650°C (400°Fから1200°F)の間に再加熱することを含み、靭性の大きな向上と引き換えに硬度の一部を犠牲にします。
トレードオフの理解
熱処理プロセスの選択は、特性のバランスを取る問題です。鋼にとって単一の「最良」の状態というものはありません。
硬度 対 脆性
これは最も基本的なトレードオフです。焼入れのように最大の硬度を生み出すプロセスは、最も大きな脆性も生み出します。焼戻しは、特定の用途の要求を満たすために、このトレードオフを意図的に管理する行為です。
過熱の危険性
鋼を必要なA3温度を大幅に超えて加熱することは、一般的で不可逆的な間違いです。これにより、鋼内部で過度の結晶粒成長が起こり、その後の工程が正しく行われたとしても、最終製品はもろく弱くなります。
温度は一つの変数にすぎない
最高温度は重要ですが、唯一の要因ではありません。鋼がその温度に保持される時間(保持)と冷却速度は、材料の最終的な特性を決定するのと同じくらい重要です。
目標に応じた適切なプロセスの選択
あなたの選択は、鋼部品の最終的な用途によって推進される必要があります。
- 最大の軟らかさと被削性が主な焦点である場合: A3より上に加熱し、非常に遅い冷却速度を確保することで、完全焼鈍しを使用します。
- 均一で強固な開始構造を作成することが主な焦点である場合: A3より上に加熱し、鋼を空冷させることで、正規化を使用します。
- 最大の硬度を達成することが主な焦点である場合: A3より上に加熱し、急速に焼入れすることで焼入れを使用しますが、結果は極めて脆くなることを認識しておく必要があります。
- 最終部品の硬度と靭性のバランスを取ることが主な焦点である場合: 所望のバランスを達成するために、必ず焼入れプロセスの後に特定の温度で焼戻しを行います。
結局のところ、熱処理を習得するとは、鋼の内部構造を制御し、特定の工学的目的を達成するために温度を正確に使用することなのです。
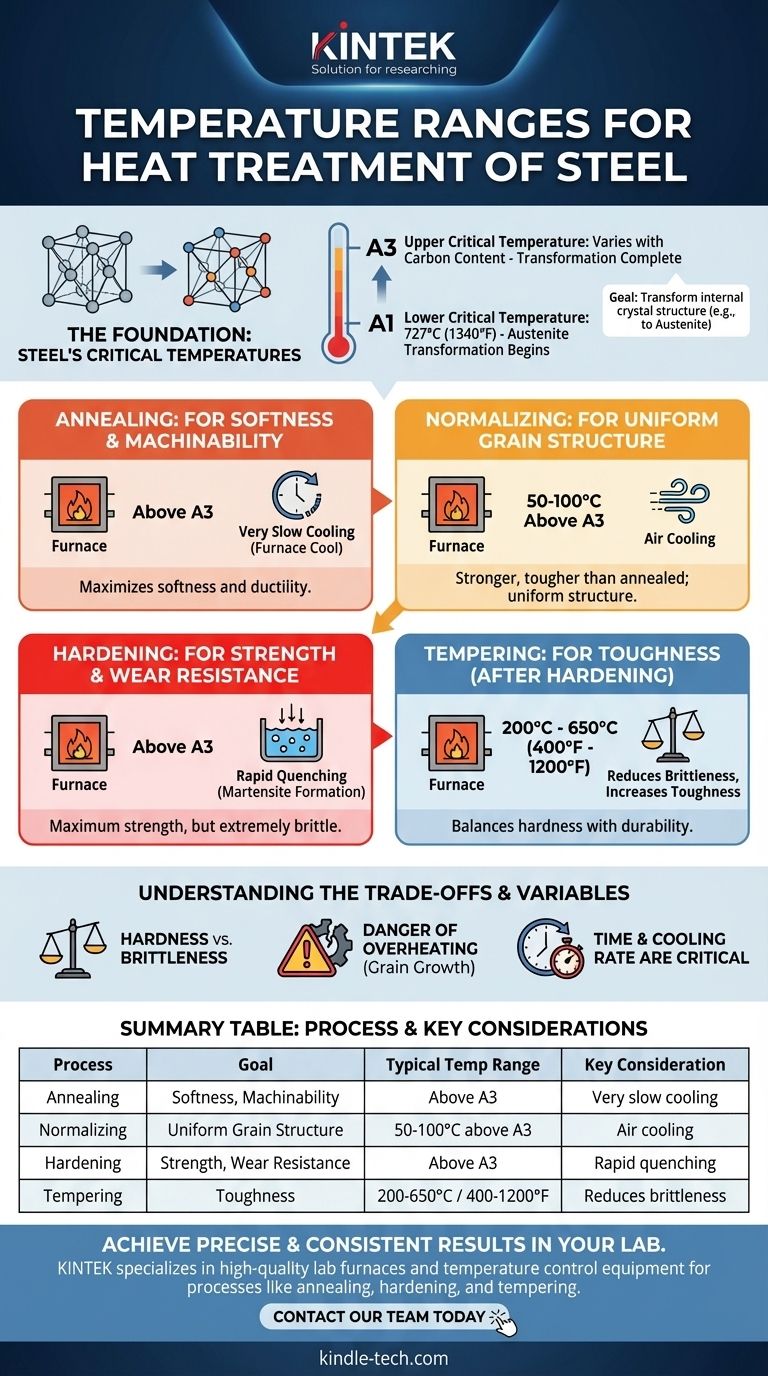
要約表:
| プロセス | 目標 | 一般的な温度範囲 | 重要な考慮事項 |
|---|---|---|---|
| 焼鈍し | 軟らかさ、被削性 | A3より上(合金により異なる) | 非常に遅い冷却(炉冷) |
| 正規化 | 均一な結晶粒構造 | A3より50-100°C上 | 空冷 |
| 焼入れ | 強度、耐摩耗性 | A3より上 | 急速な焼入れが必要 |
| 焼戻し | 靭性(焼入れ後) | 200°C - 650°C (400°F - 1200°F) | 脆性を低減し、靭性を向上させる |
ラボで正確かつ一貫した結果を達成しましょう。 鋼部品で目的の材料特性を実現するためには、適切な熱処理温度が極めて重要です。KINTEKは、焼鈍し、焼入れ、焼戻しなどのプロセスにおいて、お客様のラボが必要とする信頼性と精度を提供する、高品質のラボ用炉と温度制御装置を専門としています。
私たちの専門知識であなたの研究と品質管理をサポートします。 当社の連絡フォームから今すぐ当社のチームにご連絡いただき、お客様固有の用途についてご相談の上、熱処理要件に最適な炉ソリューションを見つけてください。
ビジュアルガイド
関連製品
- 熱処理・焼結用600T真空誘導熱プレス炉
- 1400℃ 窒素・不活性ガス雰囲気制御炉
- 1200℃ 制御雰囲気炉 窒素不活性雰囲気炉
- 2200℃ グラファイト真空熱処理炉
- 1700℃ 真空雰囲気炉 窒素不活性雰囲気炉



















