誘導加熱の加熱速度は単一の値ではありません。それは高度に制御可能な変数であり、この技術の主な利点の一つです。速度は、ワークピースに適用される電力密度、システムの動作周波数、および加熱される材料の物理的特性によって決定されます。誘導加熱は、鋼を数秒でキュリー点以上に温度を上昇させることができます。
誘導加熱の速度はその決定的な特徴です。それは固有の定数ではなく、特定の部品領域にどれだけの電力を正確に供給できるかの直接的な結果であり、産業プロセスで利用可能な最も速い加熱方法の1つとなっています。
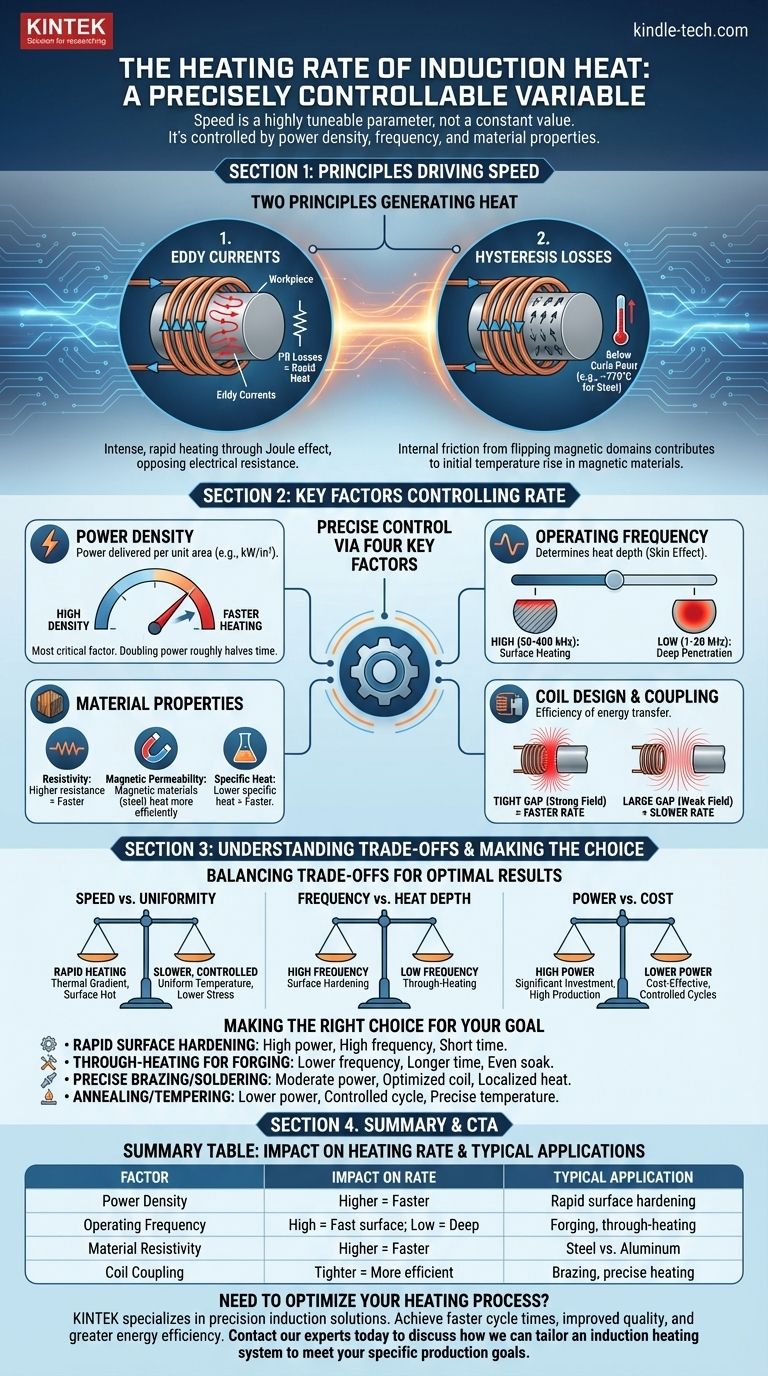
誘導の速度を決定する原理
加熱速度を制御するものを理解するためには、まず誘導がどのように熱を発生させるかを理解する必要があります。これは、導電性材料が強力な交流磁場内に置かれたときに起こる2つの基本的な物理原理に基づいています。
渦電流 (Eddy Currents)
熱の主な発生源は渦電流です。誘導コイルによって生成される交流磁場は、ワークピース内にこれらの強力な局所的な電流を誘導します。材料の自然な電気抵抗がこれらの電流の流れに抵抗するため、ジュール効果(I²R損失)により強烈で急速な加熱が発生します。
ヒステリシス損失 (Hysteresis Losses)
鉄や鋼などの磁性材料の場合、二次的な加熱効果が発生します。交流磁場は材料内の磁区を急速に反転させます。この内部摩擦はヒステリシス損失と呼ばれ、材料のキュリー温度(鋼の場合は約770°C)以下で追加の熱を発生させ、初期の急速な温度上昇に寄与します。

加熱速度を制御する主要因
いくつかの主要なシステムパラメータを操作することで、加熱速度を正確に制御できます。プロセスの「レシピ」は、次の要因のバランスにかかっています。
電力密度 (Power Density)
これは最も重要な要因です。電力密度とは、誘導電源から単位表面積あたりに供給される電力(例:平方インチあたりのキロワット)を指します。電力密度が高いほど、加熱速度は速くなります。同じ面積に供給される電力を2倍にすると、目標温度に達するまでの時間は約半分になります。
動作周波数 (Operating Frequency)
交流の周波数は、渦電流が材料の深さまで浸透する深さを決定します。これは表皮効果 (skin effect) として知られる現象です。
- 高周波数 (50 kHz - 400 kHz): 電流は表面の薄い層に流れ、極めて速い表面加熱につながります。これは表面硬化に最適です。
- 低周波数 (1 kHz - 20 kHz): 電流は部品の奥深くまで浸透し、鍛造や成形のために大きなビレットを全体加熱する際に必要となります。
材料特性 (Material Properties)
ワークピース自体の材料が重要な役割を果たします。
- 抵抗率 (Resistivity): 電気抵抗が高い材料は、同じ量の誘導電流からより多くの熱を発生させるため、より速く加熱されます。
- 透磁率 (Magnetic Permeability): 鋼などの磁性材料は、ヒステリシス効果が加わるため、銅やアルミニウムなどの非磁性材料よりもはるかに効率的に加熱されます。
- 比熱 (Specific Heat): これは材料の温度を上昇させるのに必要なエネルギー量です。比熱が低い材料は、同じ電力入力でより速く加熱されます。
コイル設計と結合 (Coil Design and Coupling)
誘導コイルは、エネルギーを部品に伝達する「適用装置」として機能します。結合効率 (Coupling efficiency)、つまりコイルとワークピースの近接性は不可欠です。コイルと部品の間にわずかな隙間を設けることで、強力な磁場と効率的なエネルギー伝達が保証され、より速い加熱速度につながります。
トレードオフの理解
速度は大きな利点ですが、最適な加熱速度を達成するには、競合する要因のバランスを取る必要があります。可能な限りの最高速度を追求することが常に最善の解決策とは限りません。
速度 vs. 温度均一性
部品を極めて速く加熱すると、表面がコアよりもはるかに熱くなる熱勾配 (thermal gradient) が生じる可能性があります。全体焼き入れや焼戻しなどのプロセスでは、内部応力や亀裂を防ぐために、より低い周波数を使用した、より遅く制御された加熱速度が必要になります。
周波数 vs. 熱浸透深さ
周波数の選択は直接的なトレードオフです。厚い棒の断面全体を加熱する必要がある場合、表面のみを加熱する高周波は効果がありません。特定の用途で意図した深さまで熱が浸透するように周波数を選択する必要があります。
電力 vs. コスト
急速加熱のために非常に高い電力を供給できる電源は、かなりの設備投資となります。必要な加熱速度は、投資収益率を確保するために、プロセスの生産要求によって正当化される必要があります。
目標に合わせた適切な選択
「正しい」加熱速度は、アプリケーションの目的に完全に依存します。ニーズを判断するには、望ましい結果を考慮してください。
- 急速な表面硬化が主な焦点の場合: 高い電力密度と高い動作周波数を使用して、表面層のみを数秒で加熱します。
- 鍛造のための大きな部品の全体加熱が主な焦点の場合: 熱エネルギーがワークピース全体に均一に浸透するように、より低い周波数とより長い加熱時間を使用します。
- 精密なろう付けやはんだ付けが主な焦点の場合: 周囲の部品に影響を与えることなく、非常に特定の接合部を加熱するために、中程度の電力レベルと慎重に設計されたコイルを使用します。
- 焼鈍しや焼戻しが主な焦点の場合: 金属組織学的な目的のために正確な温度を達成し維持するために、より低い電力と制御されたサイクル時間を使用します。
結局のところ、誘導システムにおける加熱速度は、偶発的な結果ではなく、精密に設計されたパラメーターです。
要約表:
| 要因 | 加熱速度への影響 | 一般的な用途 |
|---|---|---|
| 電力密度 | 電力大 = 速度速 | 急速な表面硬化 |
| 動作周波数 | 高周波数 = 速い表面加熱; 低周波数 = 深い加熱 | 鍛造、全体加熱 |
| 材料の抵抗率 | 抵抗大 = 加熱速 | 鋼 vs. アルミニウム |
| コイル結合 | 隙間小 = 伝達効率高 | ろう付け、精密加熱 |
加熱プロセスの最適化が必要ですか?
KINTEKは、精密な実験装置と産業用加熱ソリューションを専門としています。急速な表面硬化、鍛造のための均一な全体加熱、ろう付けのための正確な温度制御のいずれが必要であっても、当社の誘導技術の専門知識が、より速いサイクルタイム、改善された製品品質、およびより大きなエネルギー効率の達成を支援します。
今すぐ専門家に連絡して、お客様固有の生産目標を満たすように誘導加熱システムをどのように調整できるかをご相談ください。
ビジュアルガイド