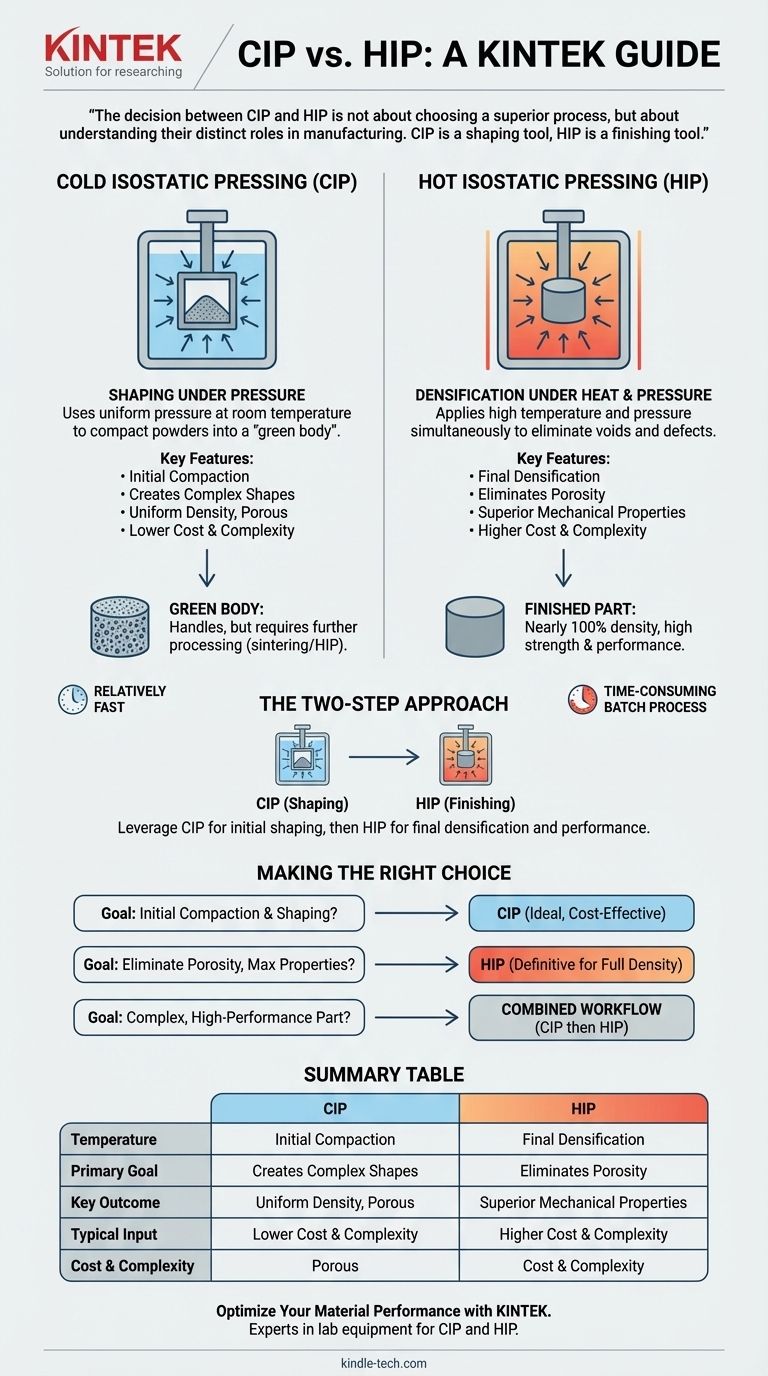
本質的に、冷間静水圧プレス(CIP)と熱間静水圧プレス(HIP)の違いは、1つの重要な変数、つまり熱に帰着します。CIPは、室温で高い均一な圧力のみを使用して粉末を固体形状に圧縮します。対照的に、HIPは高い圧力と高い温度を同時に適用して、優れた機械的特性を持つ完全に緻密な材料を作成します。
CIPとHIPのどちらを選択するかは、どちらかのプロセスが優れているということではなく、製造におけるそれぞれの明確な役割を理解することにかかっています。CIPは初期圧縮のための成形ツールであり、HIPは最大の密度と性能を達成するための仕上げツールです。
基本的なプロセスの違い:熱の追加
「冷間」と「熱間」静水圧プレスという名称は、かなり文字通りです。HIPプロセスにおける熱エネルギーの追加は、CIPの冷間圧縮と比較して、その目的と結果を完全に変えます。
冷間静水圧プレス(CIP):圧力下での成形
CIPでは、粉末を柔軟な型に入れ、それを液体媒体に浸します。この液体に圧力がかけられ、あらゆる方向から型に均一な圧力が加わります。
CIPの主な目的は、粉末を均一に緻密な「グリーンボディ」と呼ばれる固体物体に圧縮することです。この部品は、取り扱い可能な十分な強度を持っていますが、まだ多孔質であり、最終的な特性を達成するためには焼結やHIPのようなその後の熱処理が必要です。
熱間静水圧プレス(HIP):熱と圧力による緻密化
HIPは、金属鋳物、3Dプリント部品、またはCIPからの「グリーンボディ」などの部品を、高圧容器内に配置します。容器は不活性ガス(通常はアルゴン)で満たされ、極端な温度に加熱されます。
高温と均一なガス圧力の組み合わせにより、材料の内部の空隙と気孔が崩壊し、冶金的に結合します。HIPの主な目的は部品を成形することではなく、内部欠陥を排除し、ほぼ100%の密度を達成することです。

結果と用途の比較
どちらのプロセスも静水圧(均一な全方向性)を使用しますが、その用途と得られる材料特性は大きく異なります。
材料特性と性能
CIPによって製造された部品は完成品ではありません。それらは多孔質で脆く、機械的強度が低いです。その価値は、その後の焼結または緻密化ステップ中の反りを防ぐ均一な密度にあります。
HIPは、大幅に改善された特性を持つ材料を製造します。内部の気孔を排除することにより、HIPは均一性、延性、疲労抵抗、および全体的な機械的強度を大幅に向上させ、高性能およびミッションクリティカルなコンポーネントにとって不可欠なものとなります。
幾何学的複雑さ
CIPは、粉末源から初期の複雑な形状を作成するための優れた方法です。柔軟な型により、「グリーン」状態で複雑な形状を形成できます。
HIPは、複雑な形状を含む、すでにニアネットシェイプを持つ部品を緻密化するために使用されます。内部欠陥が許容されない重要なコンポーネントの仕上げステップであり、その複雑さに関係なく適用されます。多くの場合、部品はまずCIPや積層造形などの方法で成形され、その後HIPで緻密化されます。
トレードオフの理解
プロセスを選択するには、各方法のコスト、利点、および制限を明確に理解する必要があります。
コストとプロセスの複雑さ
CIPは比較的迅速で費用対効果の高いプロセスです。装置は室温で動作するため、よりシンプルでエネルギー消費も少なくて済みます。
HIPは、著しく高価で時間のかかるバッチプロセスです。極端な温度と高ガス圧を安全に管理する必要があるため、特殊な設備投資を要する装置と長いサイクルタイムが必要です。
2段階アプローチ
これらのプロセスが組み合わせて使用されることは一般的です。製造業者は、CIPを使用して粉末から複雑な部品を費用対効果高く成形し、その後、より高価なHIPプロセスを最終ステップとして使用して、重要な用途に必要な密度と性能を達成する場合があります。
この組み合わせアプローチは、各方法の強みを活用します。CIPは成形用、HIPは最終的な特性向上用です。
目標に合った適切な選択をする
選択は、製造ワークフローで何を達成する必要があるかに完全に依存します。
- その後の処理のために粉末から均一な「グリーンボディ」を作成することが主な焦点である場合:CIPは、初期の圧縮と成形に理想的で費用対効果の高い選択肢です。
- 完成品の内部気孔を排除し、機械的特性を最大化することが主な焦点である場合:HIPは、完全な密度と優れた性能を達成するための決定的なプロセスです。
- 粉末源から複雑な高性能部品を製造することが主な焦点である場合:CIPで形状を形成し、HIPで最終仕様を達成する組み合わせワークフローを使用します。
それぞれの明確な役割を理解することで、CIPを成形に、HIPを最終性能向上に活用して、製造プロセスを最適化できます。
要約表:
| 特徴 | 冷間静水圧プレス(CIP) | 熱間静水圧プレス(HIP) |
|---|---|---|
| 温度 | 室温 | 高温(2000°C以上) |
| 主な目的 | 粉末を「グリーンボディ」に成形する | 気孔を排除する。ほぼ100%の密度を達成する |
| 主な結果 | さらなる処理のための均一で多孔質の圧縮体 | 優れた機械的特性を持つ完全に緻密な部品 |
| 典型的な入力 | 粉末 | 鋳物、3Dプリント部品、またはCIP「グリーンボディ」 |
| コストと複雑さ | 低コスト、シンプルなプロセス | 高コスト、複雑なバッチプロセス |
KINTEKで材料性能を最適化
CIPとHIPのどちらを選択するかは、コンポーネントに必要な密度、強度、および形状を達成するために不可欠です。効率的な成形ソリューションが必要な場合でも、ミッションクリティカルな部品の最終緻密化プロセスが必要な場合でも、KINTEKはラボの目標をサポートするための専門知識と機器を備えています。
当社は、お客様のあらゆる材料加工ニーズに対応する高品質のラボ機器と消耗品の提供を専門としています。当社の専門家が、お客様の用途に最適なプレス機の選択をお手伝いします。
当社の静水圧プレスソリューションがお客様の製造ワークフローをどのように強化できるかについて、今すぐKINTEKにお問い合わせください。
ビジュアルガイド
関連製品
- 全固体電池研究用温間等方圧加圧装置(WIP)
- 自動ラボ用コールドアイソスタティックプレス CIP装置 コールドアイソスタティックプレス
- 手動等方圧プレス機 CIPペレットプレス
- 電気実験室用コールドアイソスタティックプレス CIP装置
- コールドアイソスタティックプレス用電気分割ラボコールドアイソスタティックプレスCIP装置

















