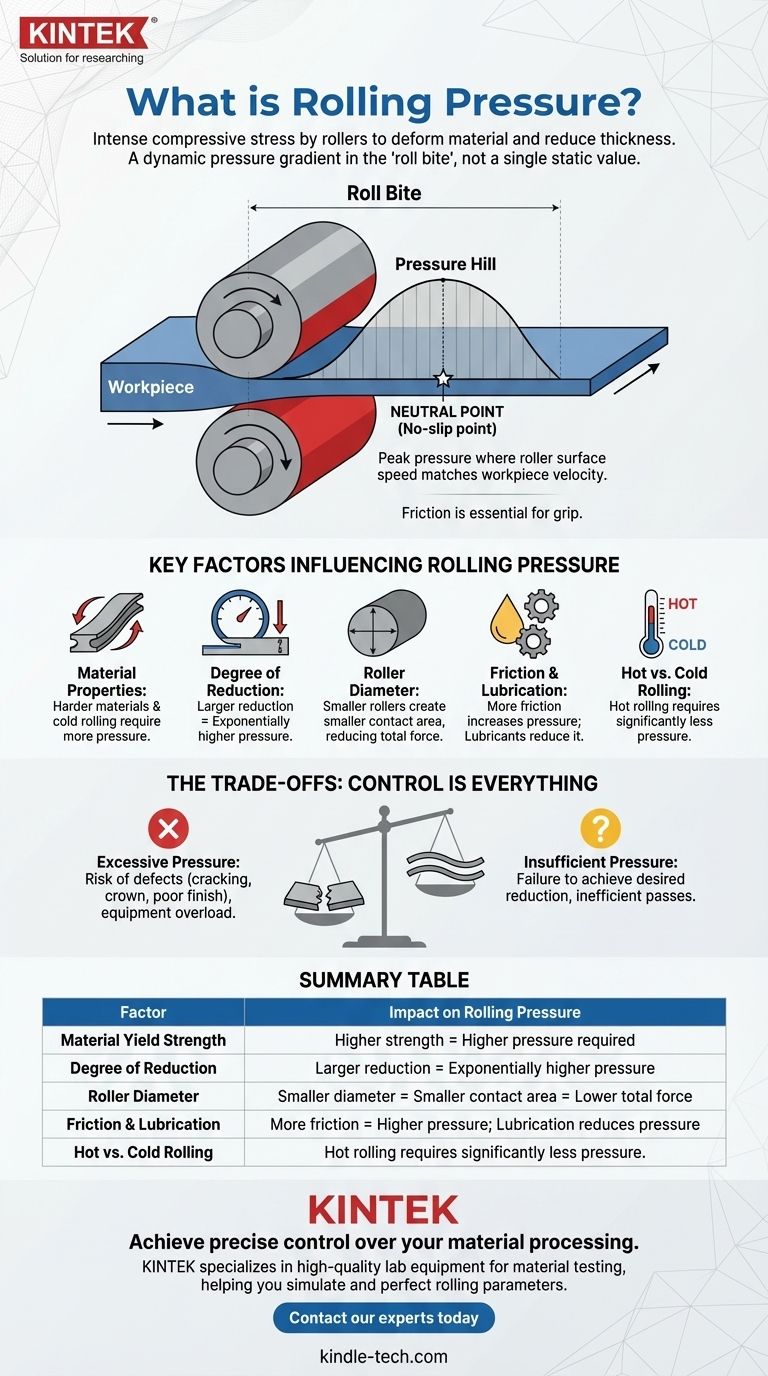
材料加工の文脈において、圧延圧力とは、ワークピースを永久的に変形させ、その厚さを減少させるために、ローラーがワークピースに加える強い圧縮応力のことです。圧力=力/面積という基本的な公式に根ざしていますが、この用語は、ローラーと材料の接触ゾーン、すなわち「ロールバイト」内で発生する複雑で不均一な圧力分布を特に指します。
重要な点は、「圧延圧力」が単一の静的な値ではないということです。それは特定の「中立点」でピークに達する動的な圧力勾配であり、この圧力分布を制御することは、望ましい材料特性を達成し、製造における欠陥を回避するために不可欠です。
「ロールバイト」の解剖:プロセスの心臓部
圧延圧力の概念は、「ロールバイト」を理解せずに語ることはできません。これは、ローラーがワークピースと直接接触し、積極的に圧縮している小さな円弧状の領域です。
力と圧力
実際には、エンジニアはしばしば圧延力、つまりミルスタンドによって加えられる総力(F)に焦点を当てます。圧延圧力(P)は、その総力がロールバイトの接触面積(A)にどのように分布するかを示します。
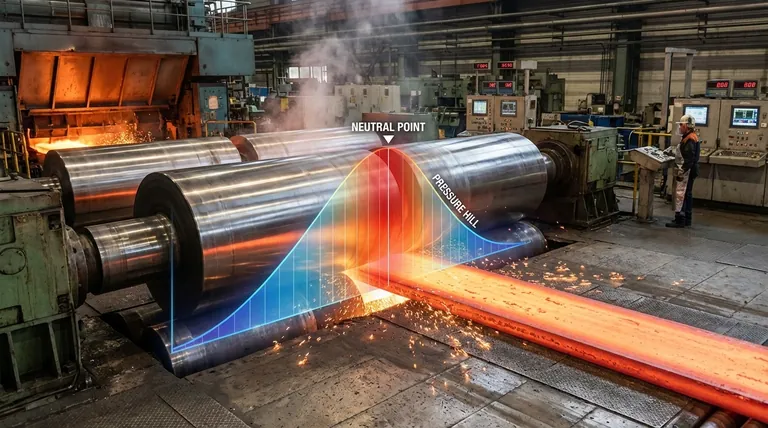
接触面積が湾曲しており、材料が流れているため、この圧力は均一ではありません。接触長に沿ってプロットすると、特徴的な「圧力の山」を形成します。
圧力分布曲線
ロールバイトに沿った圧力のグラフを想像してみてください。材料が進入するにつれて低く始まり、急激にピークに達し、材料が排出されるにつれて再び低下します。この形状が「圧力の山」です。
この山の存在は根本的です。これは、圧延プロセス中にワークピースの一部が他の部分よりも著しく大きな応力下にあることを示しています。
中立点:滑りのない点
圧力の山のピークは、中立点または無滑り点と呼ばれる位置で発生します。
この特定の点では、ローラーの表面速度がワークピースの進行速度と完全に一致します。この点より前では、ローラーが材料よりも速く動き、材料を引き込みます。この点より後では、材料がローラーよりも速く動き、自ら押し出されます。
摩擦の必要な役割
摩擦は、ローラーがワークピースを掴み、ロールバイトに引き込むことを可能にするものです。摩擦がなければ、ローラーは表面で単に滑るだけでしょう。
しかし、この同じ摩擦は、変形に必要な総力とエネルギーも増加させ、圧延圧力の大きさに大きく寄与します。
圧延圧力に影響を与える主要因
圧延圧力を制御するには、相互に関連する一連の変数を管理する必要があります。1つの変化は他のすべてに影響を与えます。
材料特性
材料の降伏強度と加工硬化特性が主な要因です。硬い材料は変形させるためにより多くの圧力を必要とします。これが、熱間圧延(材料の再結晶温度以上)が冷間圧延よりも著しく少ない圧力を必要とする理由です。
減面率
1回のパスでの厚さの変化量、すなわち減面率は、大きな影響を与えます。より大きな減面率を試みると、指数関数的に高い力が必要となり、より大きなピーク圧延圧力が生じます。
ローラーの形状
ローラーの直径は重要です。直径が小さいローラーは接触面積が小さくなり、必要な総圧延力を減らすことができます。しかし、それらはたわみやすく、最終製品の寸法精度に影響を与える可能性があります。
プロセスパラメータ
圧延速度や潤滑剤の使用などの変数は、ロールバイト内の摩擦に直接影響します。潤滑剤は摩擦を減らし、必要な力を低減し、表面欠陥を防ぐために使用されますが、材料を引き抜くためにはある程度の摩擦が必要です。
トレードオフの理解:なぜ制御がすべてなのか
圧延圧力の管理はバランスの取れた行動です。計算ミスは、品質の低下、材料の欠陥、または圧延機自体の損傷につながる可能性があります。
過剰な圧力:欠陥のリスク
圧力が過剰であるか、不適切に分布している場合、エッジクラック、不均一な厚さ(クラウン)、または劣悪な表面仕上げなどの問題を引き起こす可能性があります。極端な場合には、ミルベアリングや駆動モーターに過負荷をかけることもあります。
不十分な圧力:変形不良
圧力が低すぎると、望ましい厚さの減少は達成されません。これは、ワークピースが追加のパスを必要とすることを意味し、エネルギー、生産時間を浪費し、冷間圧延では望ましくない加工硬化を引き起こす可能性があります。
速度と品質のバランス
圧延速度を上げると生産量を増やすことができますが、ロールバイト内の摩擦条件も変化します。これにより、安定したプロセスを維持することがより困難になり、最終製品の寸法公差や表面品質に悪影響を与える可能性があります。
目標に応じた適切な選択
圧延圧力の原理を理解することで、特定の成果を達成するためにプロセスを操作することができます。
- プロセスの効率が最優先の場合:パスあたりの減面率と潤滑のバランスを最適化し、総圧延力とエネルギー消費を最小限に抑えることに集中します。
- 最終的な材料特性が最優先の場合:加工硬化と結晶粒構造を管理するために、プロセス(特に熱間圧延の温度または冷間圧延の減面率)を制御します。
- 欠陥のトラブルシューティングが最優先の場合:「圧力の山」の形状と中立点の位置を分析します。これらは、クラックや劣悪な表面仕上げなどの問題の根本原因であることがよくあります。
圧延圧力のダイナミクスを習得することは、材料自体の最終的な形状と機能を制御することを習得することです。
まとめ表:
| 要因 | 圧延圧力への影響 |
|---|---|
| 材料の降伏強度 | 強度が高いほど、より高い圧力が必要 |
| 減面率 | 減面率が大きいほど、指数関数的に高い圧力 |
| ローラー径 | 直径が小さいほど、接触面積が小さい = 総力が低い |
| 摩擦と潤滑 | 摩擦が多いほど、圧力が高い;潤滑は圧力を低減 |
| 熱間圧延 vs. 冷間圧延 | 熱間圧延は冷間圧延よりも著しく少ない圧力で済む |
材料加工を正確に制御しましょう。
圧延圧力を理解し管理することは、望ましい材料特性を達成し、欠陥を回避し、生産効率を最適化するために不可欠です。プロセスの効率、優れた材料特性、または欠陥のトラブルシューティングが目標であるかどうかにかかわらず、適切な設備が基本となります。
KINTEKは、材料試験および加工用の高品質な実験装置と消耗品を専門としています。当社のソリューションは、制御された環境で圧延パラメータをシミュレート、分析、完璧にするのに役立ちます。
材料科学および製造研究におけるお客様のラボの特定のニーズをどのようにサポートできるかについて、今すぐ当社の専門家にお問い合わせください。
ビジュアルガイド