要するに、ろう付けフィラーメタルを加える前にろう付け接合部を過熱することは、プロセスにおいて最も一般的で重大な間違いの1つです。これにより、保護フラックスが燃焼して機能しなくなり、母材が酸化し、最終的にフィラーメタルが接合部に流れ込むのを妨げ、弱くまたは完全に失敗した接合部になります。
過熱は、接合部を接合の準備ができた清潔で化学的に活性な表面から、汚染された不活性なバリアへと変えてしまいます。ろう付けの核となる原理は、毛細管現象によってフィラーメタルを接合部に引き込むことですが、過熱はその現象を可能にする条件そのものを破壊します。
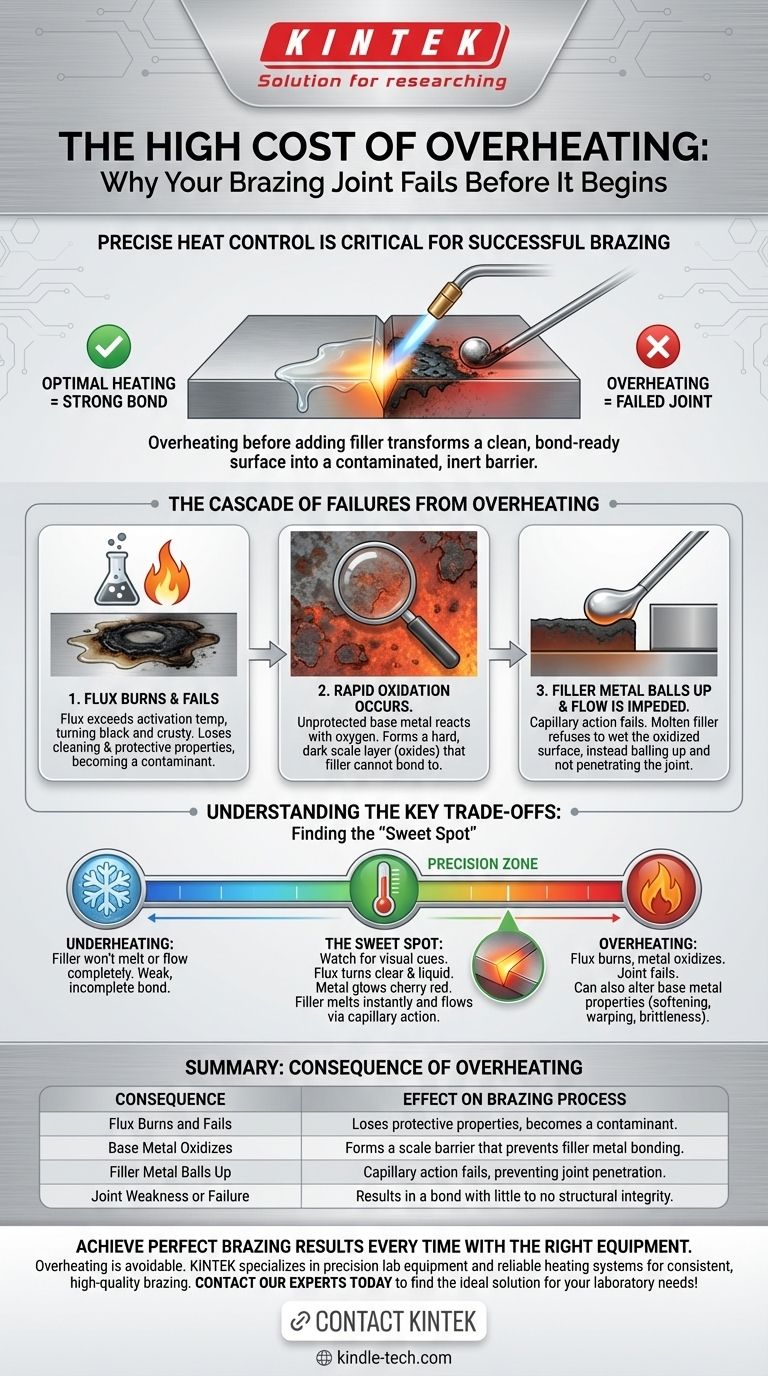
過熱による一連の失敗
熱を加えすぎたり、早すぎたりすると、一連の予測可能な失敗が発生します。それぞれの問題が次の問題を悪化させ、成功するろう付けをほぼ不可能にします。
失敗1:フラックスが燃焼し、効果がなくなる
フラックスは特定の活性温度範囲を持つ化学化合物です。その役割は、金属を清掃し、加熱中に酸素から保護することです。
接合部を過熱すると、この範囲を超えてしまいます。フラックスは「燃焼」し、黒くなったり、カサカサになったりして、保護機能と清掃機能を完全に失います。燃焼したフラックスは、それ自体が汚染物質となるため、フラックスがない状態よりも悪い状態です。
失敗2:母材の急速な酸化
フラックスが機能しなくなると、保護されていない赤熱した母材が空気中の酸素にさらされます。これにより、スケールと呼ばれる硬い黒い酸化物の層が急速に形成されます。
ろう付けフィラーメタルは酸化物には接合できません。濡れ(wetting)として知られるこのプロセスは、フィラーが純粋で清潔な金属表面に流れ込み、冶金学的に接合することを必要とします。酸化物層はバリアとして機能し、この接合が形成されるのを妨げます。
失敗3:フィラーメタル流れと毛細管現象の阻害
過熱して酸化した接合部にフィラーロッドを導入しても、スムーズに流れません。代わりに、フィラーは表面で玉状になり(ball up)、隙間に引き込まれるのを拒否する可能性が高くなります。これは、溶融したフィラーメタルを密着した接合部に引き込む主要な力である毛細管現象の失敗です。毛細管現象は、清潔で濡れた表面でのみ機能します。燃焼したフラックスとスケールの層が邪魔をすると、経路が遮断されます。

主要なトレードオフの理解
目標は単に過熱を避けることではなく、使用する特定のフィラー合金に必要な正確な温度を達成することです。熱が少なすぎても多すぎても、接合部の失敗につながります。
過少加熱の危険性
逆に、母材が十分に熱くない場合、フィラーメタルは適切に溶解したり、完全に流れなかったりします。接合部の深部まで浸透する前に固化し、外見上は問題ないように見えても内部強度がない弱い接合部を作る可能性があります。
「スイートスポット」の見つけ方:視覚的な合図を読む
鍵となるのは、フィラーロッドではなく母材を加熱することです。合図のためにフラックスを見てください。母材が正しいろう付け温度に達すると、フラックスは透明で水っぽく、完全に液体になります。この瞬間が、フィラーロッドをそっと接合部に当てる時です。接合部が適切な温度であれば、フィラーは瞬時に溶解し、液体フラックスを押し出しながら毛細管現象によって接合部に引き込まれます。加熱された金属の色(合金によって異なりますが、多くの場合、くすんだ赤から明るい赤)も重要な指標です。
母材特性への影響
特定の材料、特に熱処理鋼、一部のアルミニウム合金、硬化銅合金の場合、過熱は接合部の失敗以上の結果をもたらす可能性があります。過度の熱は金属の微細構造を永続的に変化させ、軟化(焼鈍)、反り、または脆化を引き起こす可能性があります。
目標に合わせた正しい選択をする
加熱戦略は、常に意図的であり、接合部と材料の特定のニーズに焦点を当てる必要があります。
- 強力で完全に浸透した接合部を主な焦点とする場合: 母材のより広い領域を均一に加熱し、フラックスを観察します。フラックスが透明で液体になったら、金属がフィラーを受け入れる準備ができていることを知っています。
- チューブ継手の漏れ防止を主な焦点とする場合: まず、継手のより重い/厚い部分の全周を加熱することに集中し、熱が内側のチューブに伝導するようにします。これにより、均一な毛細管現象のために接合部全体が同時に温度に達することが保証されます。
- 母材の完全性を維持することを主な焦点とする場合: 温度指示クレヨンを使用し、熱入力に規律を持ちます。過熱を防ぐために、お使いの金属の特定の視覚的合図を学びます。
結局のところ、成功するろう付けは、力ずくの適用ではなく、正確な観察と熱制御のスキルです。
要約表:
| 過熱の結果 | ろう付けプロセスへの影響 |
|---|---|
| フラックスの燃焼と故障 | 保護特性を失い、汚染物質となる |
| 母材の酸化 | フィラーメタル接合を妨げるスケールバリアを形成する |
| フィラーメタルが玉状になる | 毛細管現象が失敗し、接合部の浸透を防ぐ |
| 接合部の弱化または失敗 | 構造的完全性がほとんどまたはまったくない接合部となる |
適切な機器で毎回完璧なろう付け結果を達成しましょう。 過熱は一般的ながら回避可能なエラーです。KINTEKは、一貫した高品質のろう付けのために設計された信頼性の高い加熱システムや温度制御ツールを含む、精密なラボ機器および消耗品の専門家です。プロセスの効率と接合部の信頼性を高めるために、当社の専門家がお手伝いします。当社の専門家に今すぐお問い合わせて、お客様の実験室のニーズに最適なソリューションを見つけてください!
ビジュアルガイド