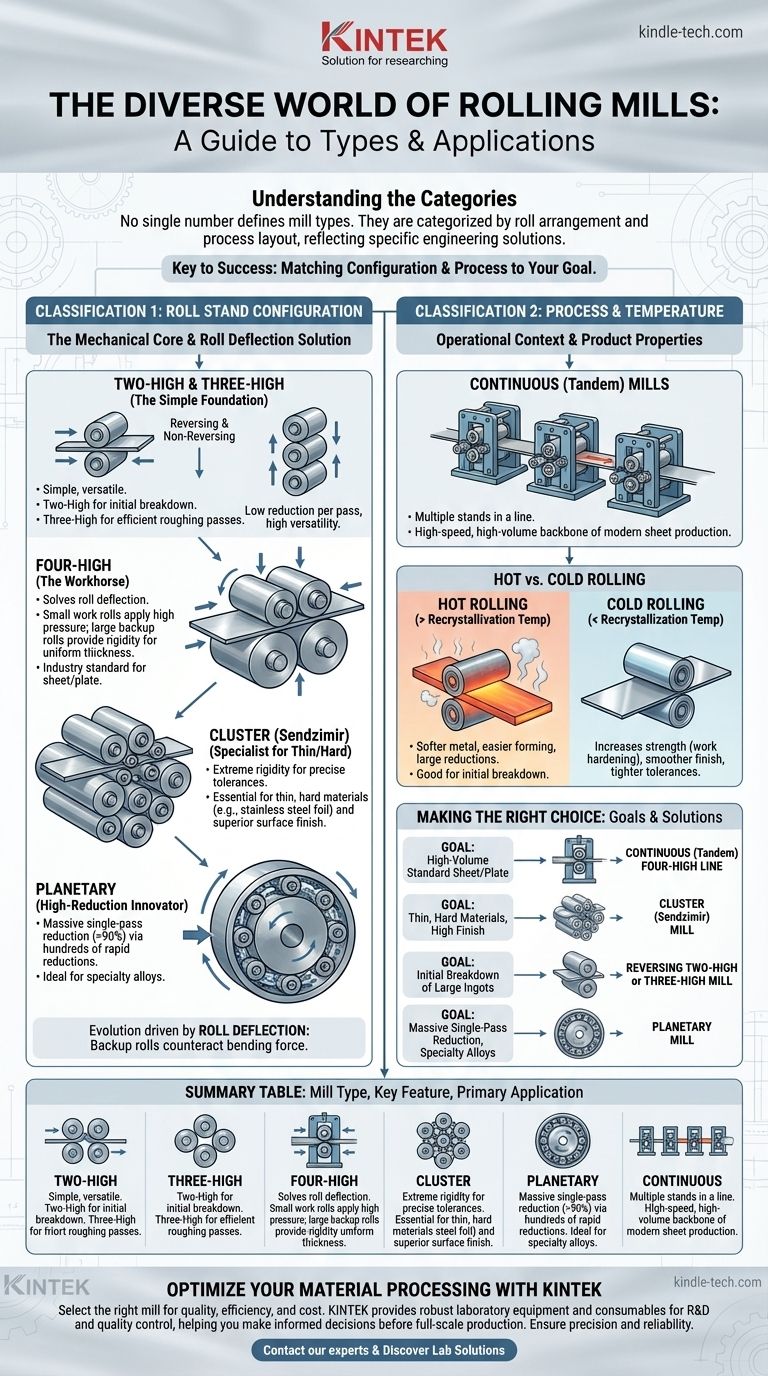
圧延機の種類に単一の決定的な数はありません。なぜなら、それらは機械的構成、金属の温度、または操作レイアウトなど、さまざまな基準に基づいて分類されるからです。最も一般的な分類方法は、ロールの配置によるもので、これによりツーハイ、スリーハイ、フォーハイ、クラスター、プラネタリーミルなどの主要なタイプが生まれます。
圧延機の「種類」は単なるラベルではなく、それが解決するために設計された特定の工学的問題の反映です。重要なのは、ミルのロール構成(例:ツーハイ対クラスター)とプロセスフロー(例:単一スタンド対連続)が、その能力、コスト、用途をどのように決定するかを理解することです。
圧延機を分類する2つの基本的な方法
この領域を真に理解するためには、ミルがその物理的なロール配置と全体的なプロセスレイアウトという2つの主要な軸に沿って分類されることを認識する必要があります。
分類1:ロールスタンド構成による分類
単一の「スタンド」内のロールの配置は、最も基本的な分類です。この設計は、ミルが圧力を加え、厚さを減らし、最終製品の品質を制御する能力を直接決定します。
単純な基礎:ツーハイおよびスリーハイミル
ツーハイミルは最も単純な形態で、2つの対向するロールで構成されます。材料が往復する「リバース式」の場合もあれば、「非リバース式」の場合もあります。
スリーハイミルは3つのロールを使用し、ロールの回転を反転させることなく両方向に材料を通すことができ、基本的なツーハイ構成よりも効率が向上します。これらはしばしば初期の粗圧延パスに使用されます。
主力機:フォーハイミル
フォーハイミルは重要な進歩であり、業界の主力です。金属に接触する2つの小径のワーキングロール(作業ロール)と、それを支持するはるかに大きな2つのバックアップロール(支持ロール)を使用します。
この設計は見事にロールのたわみ(曲がり)の問題を解決します。小さな作業ロールはより高い特定圧力をかけて優れた減肉を実現し、巨大なバックアップロールは作業ロールの曲がりを防ぐ剛性を提供し、製品幅全体にわたって均一な厚さを保証します。
薄くて硬い材料のスペシャリスト:クラスターミル
クラスターミルは、センジミルとしても知られ、フォーハイの概念を極限まで推し進めたものです。非常に小さな作業ロールを、クラスター配置の複数の層のバックアップロールで支持します。
この構成は計り知れない剛性を提供し、ステンレス鋼や箔などの非常に硬い、または薄い材料を、優れた表面仕上げで精密な公差で冷間圧延するために不可欠です。
高減肉イノベーター:プラネタリーミル
プラネタリーミルは高度に専門化された設計です。1つの大きなバックアップロールの周りに、ケージ内に保持された多数の小さな「惑星」状の作業ロールが配置されています。
メインのバックアップロールが回転すると、惑星ロールは反対方向に回転しながらメインロールの周りを公転し、数百回にわたる小さく高速な減肉を実現します。これにより、単一パスで90%を超える大規模な厚さの減肉が可能になり、特定の特殊合金に最適です。
分類2:プロセスと温度による分類
個々のスタンドを超えて、ミルはそれらがより大きな生産ラインにどのように適合するか、および動作温度によっても定義されます。
連続(タンデム)ミル
連続ミルは、単一のラインに配置された複数のスタンド(例:複数のフォーハイスタンド)で構成されます。金属は各ステージで厚さが段階的に減少されながら、連続的にスタンドを通過します。
この高速・大容量の構成は、現代の鋼およびアルミニウム板製造の基盤です。
熱間圧延機と冷間圧延機
これは機械的な区別ではなく、プロセスの区別です。どのミル構成も、どちらのプロセスにも使用できます。
熱間圧延は、金属の再結晶温度以上で行われます。これにより金属が柔らかくなり成形が容易になり、大きなサイズ減が可能になります。
冷間圧延は、再結晶温度以下で行われます。このプロセスは金属の強度と硬度(加工硬化)を高め、より滑らかで洗練された表面仕上げと、より厳密な寸法公差をもたらします。

トレードオフの理解:複雑さと能力
ミルの種類を選択することは、コスト、能力、および最終製品の特定の要件のバランスを取ることを伴います。
コストとメンテナンス
単純なツーハイミルは比較的安価でメンテナンスが容易です。対照的に、複雑なクラスターミルやプラネタリーミルは、建設と運用に非常に費用がかかり、専門的なメンテナンスと高度な技術を持つ人員が必要です。
ロールのたわみの問題
ツーハイからフォーハイ、そしてクラスターミルへの進化は、ロールのたわみへの直接的な対応です。非常に高い圧延圧力の下では、単純なロールは弓のように曲がり、結果として得られるシートは端が薄く中央が厚くなります。バックアップロールは、この力を相殺し、平坦で均一な製品を維持するための解決策です。
減肉率対汎用性
単純なツーハイミルは汎用性が高いかもしれませんが、1パスあたりの厚さの減肉率は低いです。プラネタリーミルは1パスで大きな減肉を実現しますが、汎用性が限られた高度に専門化された機械です。フォーハイミルは、良好な減肉率と運用の柔軟性の実用的なバランスを提供します。
目標に合わせた正しい選択をする
最良のミルとは、特定の材料とタスクのために設計されたミルです。
- 大量生産の標準的なシートまたはプレートに重点を置く場合: 連続(タンデム)フォーハイミルのラインが業界標準です。
- 硬い薄い材料を高品質の仕上げで加工することに重点を置く場合(ステンレス鋼箔など): クラスター(センジミル)ミルが必要なツールです。
- 大きなインゴットやブルームの初期破砕に重点を置く場合: 強力なツーハイまたはスリーハイリバースミルが、この「コギング」段階の一般的な選択肢です。
- 特殊合金に対して単一パスで大規模な厚さの減肉を達成することに重点を置く場合: プラネタリーミルはユニークで強力なソリューションを提供します。
結局のところ、圧延機の設計は、特定の材料と生産上の課題に対する直接的かつエレガントな答えなのです。
要約表:
| ミルタイプ | 主な特徴 | 主な用途 |
|---|---|---|
| ツーハイ | シンプル、2つの対向ロール | インゴットの初期破砕、汎用性 |
| スリーハイ | 効率的なリバースのための3つのロール | 粗圧延パス |
| フォーハイ | 小径の作業ロール+大径の支持ロール | 大容量のシート/プレート生産 |
| クラスター(センジミル) | 極度の剛性のための複数の支持ロール | 薄くて硬い材料(例:ステンレス鋼箔) |
| プラネタリー | 単一パスでの大規模な減肉 | 特殊合金(90%以上の減肉が必要) |
| 連続(タンデム) | ライン上の複数のスタンド | 高速・大容量生産ライン |
KINTEKで材料加工を最適化
適切な圧延機を選択することは、品質、効率、コストに関する生産目標を達成するために極めて重要です。不適切な設備は、一貫性のない製品の厚さ、表面の欠陥、および不要なダウンタイムにつながる可能性があります。
KINTEKは、研究開発および品質管理プロセスをサポートするための堅牢なラボ用機器と消耗品の提供を専門としています。新しい合金の試験や材料特性の検証を行う場合でも、当社のソリューションは、本格的な生産にスケールアップする前に情報に基づいた意思決定を行うのに役立ちます。
精密さと信頼性の基盤の上にプロセスが構築されるよう、私たちがお手伝いさせてください。
当社の専門家に今すぐお問い合わせいただき、お客様固有のニーズについてご相談の上、KINTEKのラボソリューションがお客様の運用上の成功をどのように高めるかをご確認ください。
ビジュアルガイド
関連製品
- ゴム破砕機用オープンタイプ二本ロール混合機
- 実験室用プラネタリーボールミル 回転ボールミル
- 金属合金研磨罐和研磨球的实验室球磨机
- ラボディスクカップ振動ミル(サンプル粉砕用)
- 高エネルギー全方向性プラネタリーボールミル粉砕機(実験室用)



















