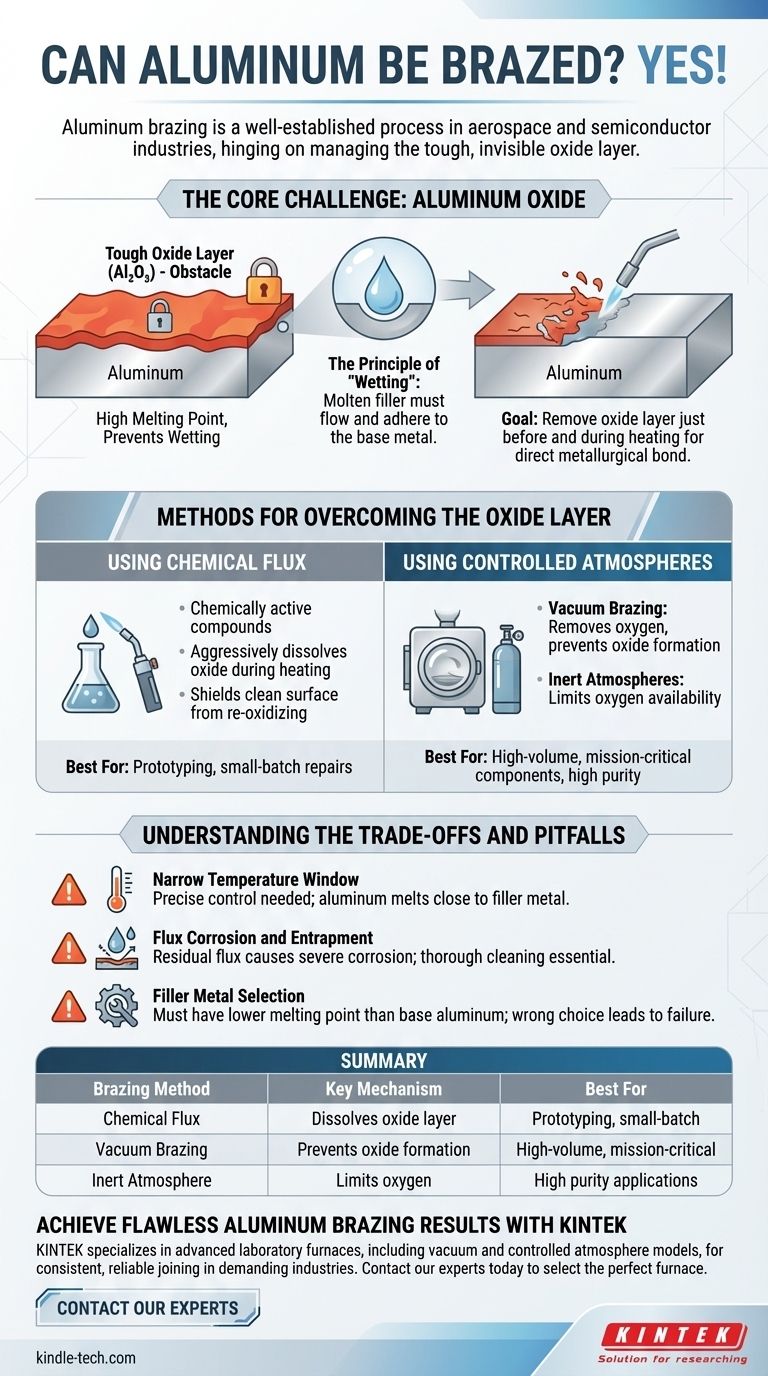
はい、アルミニウムはろう付けに成功させることができます。 これは、航空宇宙や半導体製造を含む多くの高性能産業で使用されている確立された接合プロセスです。このプロセスの鍵はアルミニウム自体ではなく、その表面に瞬時に形成されるタフで見えない酸化膜を管理するために使用される戦略にあります。
アルミニウムろう付けの成功は、その自然な保護酸化膜を克服するという一つの重要なステップに完全に依存しています。フラックスの選択から炉の雰囲気まで、プロセスのあらゆる側面は、このバリアを除去し、ろう材が母材と真の冶金結合を形成できるように設計されています。
核心的な課題:酸化アルミニウム
アルミニウムろう付けにおける主な困難は、金属の特性ではなく、その表面化学にあります。これを理解することが、ろう付け成功の第一原理です。
酸化物が障害となる理由
空気と接触すると、アルミニウムは瞬時に薄く、硬く、化学的に安定した酸化アルミニウム(Al₂O₃)の層を形成します。この層は、母材であるアルミニウム金属自体よりもはるかに高い非常に高い融点を持っています。
「濡れ性」の原理
ろう付けを機能させるためには、溶融したろう材が接合される部品の表面を「濡らす」必要があります。これは、ろう材が母材の上に流れ、付着することを意味します。酸化アルミニウム層はバリアとして機能し、ろう材が直接接触して結合を形成するのを妨げます。
ろう付けプロセスの目的
したがって、アルミニウムろう付け操作の中心的な技術目標は、加熱プロセスの直前およびその間にこの酸化膜を除去することです。これにより、ろう材が接合部に流れ込み、下にある純粋なアルミニウムと直接結合できるようになります。

酸化膜を克服する方法
酸化膜を打ち破るために、主に2つの戦略が採用されており、それぞれが異なる用途と生産規模に適しています。
化学フラックスの使用
フラックスは、加熱前に接合部に適用される化学的に活性な化合物です。アセンブリが加熱されると、フラックスが溶けて酸化アルミニウム層を積極的に溶解します。また、清掃された表面が再酸化するのを防ぎ、ろう材が接合部を適切に濡らすことを可能にします。
制御雰囲気の使用
大量生産や高純度が要求される用途では、炉ろう付けが使用されることがよくあります。このプロセスは、雰囲気そのものを制御することによって酸化膜を管理します。
- 真空ろう付け: 高真空下でプロセスを行うことにより、雰囲気から酸素が除去されます。これにより、そもそも酸化膜が形成されるのを防ぎ、化学フラックスを使用せずに非常にクリーンで強力な接合部が得られます。
- 不活性ガス雰囲気: 不活性ガス雰囲気を使用することも利用可能な酸素量を制限できますが、アルミニウムのような反応性金属の場合、真空の方が一般的に効果的です。
トレードオフと落とし穴の理解
効果的ではありますが、アルミニウムろう付けでは、一般的な問題を避けるために慎重なプロセス管理が必要です。
狭い温度ウィンドウ
アルミニウム合金は比較的低い融点を持ち、これはろう材の融点に非常に近い場合があります。これにより狭いプロセスウィンドウが生まれ、母材を溶融または変形させることなくろう材を溶かすために、非常に精密な温度制御が要求されます。
フラックスの腐食と閉じ込め
フラックスベースの方法を使用する場合、ろう付け後に残留フラックスをすべて除去することが極めて重要です。残留フラックスは空気中の水分を吸収し、接合部に重度で攻撃的な腐食を引き起こす可能性があります。適切なろう付け後の洗浄は任意ではなく、部品の長期的な完全性のために不可欠です。
ろう材の選択
適切なろう材を選択することが最も重要です。これらは通常、接合される母材のアルミニウム合金よりも低い融点を持つように特別に設計されたアルミニウム-ケイ素合金です。誤った選択は、プロセス中に部品の破損に容易につながる可能性があります。
用途に合わせた適切な選択
アルミニウムろう付けへのアプローチは、コンポーネントの複雑さ、要求される性能、および生産量によって決定されるべきです。
- 試作や小ロット修理が主な焦点の場合: トーチろう付けのようなフラックスベースの方法は、最もアクセスしやすく費用対効果の高いアプローチであることがよくあります。
- 複雑な形状の大量生産が主な焦点の場合: 制御雰囲気または真空炉ろう付けは、比類のない一貫性と接合品質を提供します。
- ミッションクリティカルなコンポーネントと最大の接合完全性が主な焦点の場合: 真空ろう付けは、フラックスの閉じ込めと腐食のリスクを排除するため、優れた選択肢です。
アルミニウムろう付けを成功させることは、本質的にその表面化学と熱環境の精密な制御の問題です。
要約表:
| ろう付け方法 | 主要なメカニズム | 最適用途 |
|---|---|---|
| 化学フラックス | 加熱中に酸化膜を溶解する | 試作、小ロット修理 |
| 真空ろう付け | 酸素を除去することで酸化膜の形成を防ぐ | 大量生産、ミッションクリティカルなコンポーネント |
| 不活性ガス雰囲気 | 酸素を制限して酸化膜を管理する | 高純度が要求される用途 |
KINTEKで完璧なアルミニウムろう付け結果を実現しましょう。
アルミニウムのろう付けには、その扱いにくい酸化膜を管理するために、温度と雰囲気の精密な制御が必要です。試作品を開発する場合でも、大量生産に向けてスケールアップする場合でも、成功のためには適切な装置が不可欠です。
KINTEKは、アルミニウムろう付けのような高性能接合プロセスに特化して設計された、真空および制御雰囲気モデルを含む高度なラボ用炉を専門としています。当社のソリューションは、航空宇宙、半導体、その他の厳しい産業向けに、強力で腐食のない接合部を作成するために必要な、一貫性のある信頼性の高い環境を提供します。
お客様の用途に最適な炉の選択をお手伝いします。 今すぐ専門家にご連絡いただき、お客様固有の要件についてご相談の上、ろう付けプロセスの成功を確実なものにしてください。
ビジュアルガイド
関連製品
- 真空熱間プレス炉 加熱真空プレス機 チューブ炉
- 熱処理・焼結用600T真空誘導熱プレス炉
- 真空熱間プレス炉 加熱真空プレス
- 真空熱処理炉および浮上誘導溶解炉
- 2200℃ タングステン真空熱処理・焼結炉



















