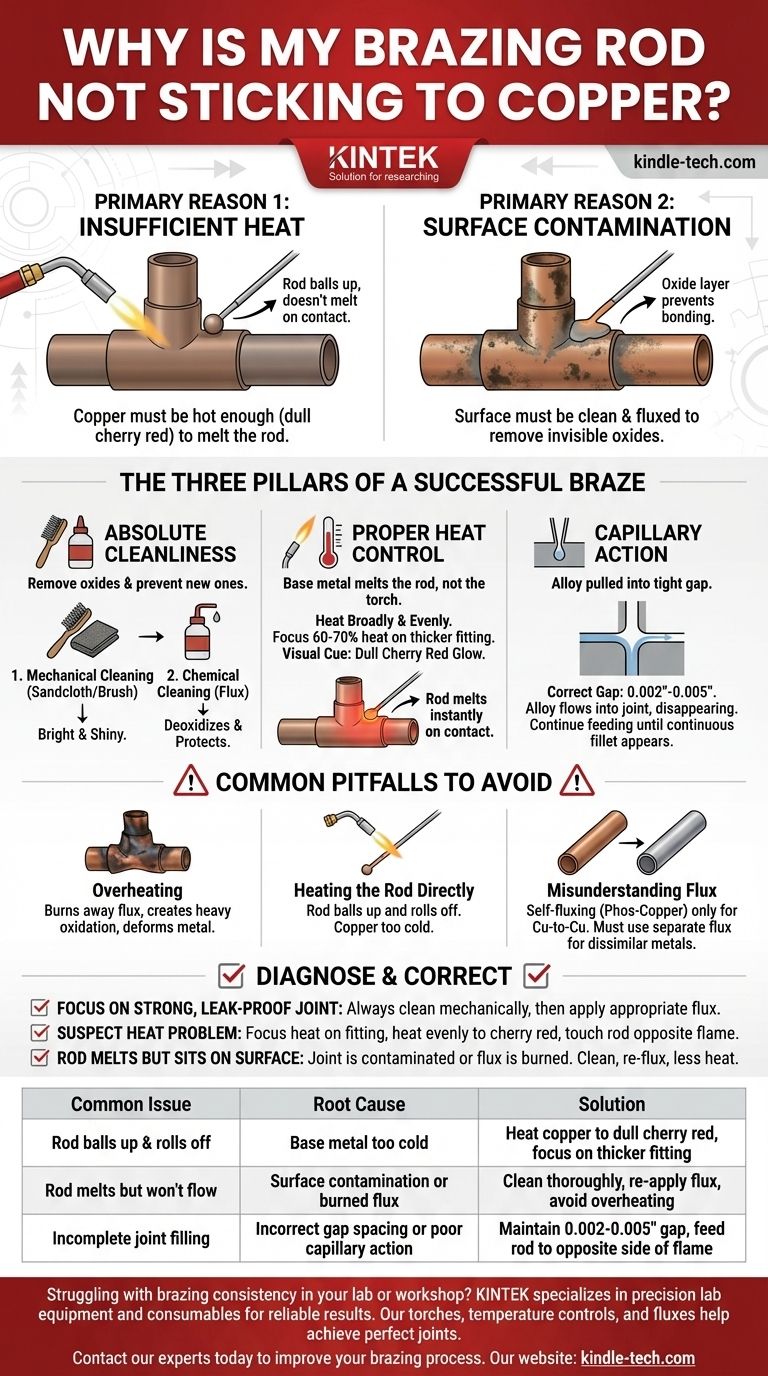
結局のところ、ろう付け棒が銅に付着しない主な理由は2つあります。母材の熱不足、または表面の汚染です。 銅自体が十分に熱くなっている必要があります。通常は鈍い桜色(チェリーレッド)になるまで熱し、接触時にろう付け棒を溶かすようにします。表面が完全にきれいでフラックスによって保護されていない場合、目に見えない酸化層が形成され、溶融した充填合金が銅と結合するのを妨げます。
ろう付けは、溶けた棒で部品を「接着」するプロセスではありません。これは冶金学的プロセスであり、超高温でクリーンな環境を作り出し、母材(銅)が充填棒を溶かし、毛細管現象によって合金を接合部に引き込み、銅自体よりも強力な結合を形成します。

ろう付けを成功させるための3つの柱
「付着しない」という問題を解決するには、3つの基本的な原則を習得する必要があります。これらのいずれかの領域で失敗すると、接合部が失敗に終わります。
柱1:絶対的な清浄度
汚染は、良好なろう付けの静かな敵です。銅が加熱されると、空気中の酸素とほぼ瞬時に反応し、酸化銅の層を形成します。溶融したろう付け合金は、この酸化層に結合することはできませんし、結合することもありません。
あなたの最初の仕事は、既存のすべての酸化物を取り除き、新しい酸化物が形成されるのを防ぐことです。これは、機械的清掃と化学的清掃(フラックス)の2段階のプロセスです。
- 機械的清掃: サンドクロスまたはワイヤーフィッティングブラシを使用して、パイプの外側とフィッティングの内側を研磨します。表面は、暗い斑点のない、均一に明るく光沢のある状態になるまで清掃する必要があります。
- 化学的清掃(フラックス): 機械的清掃の後、適切なろう付けフラックスを両方の表面に薄く均一に塗布します。フラックスは脱酸剤、温度インジケーターとして機能し、接合部を加熱する際に再酸化を防ぐ保護シールドとなります。
柱2:適切な熱制御
これは、初心者にとって最も一般的な失敗点です。トーチの炎でろう付け棒を溶かすのではありません。銅管とフィッティングを、それら自体が棒を溶かすのに十分な熱さになるまで加熱します。
正しい技術は、アセンブリ全体を広く均一に加熱することを含みます。フィッティングは通常、チューブよりも厚く重いため、より多くの熱を必要とします。アセンブリ全体が同時に温度に達するように、熱の約60〜70%をフィッティングに集中させます。
視覚的な合図は色です。銅がかすかに鈍い桜色(チェリーレッド)に光るまで加熱します。この温度で、ろう付け棒を接合部の継ぎ目に触れると、銅からの熱だけで瞬時に溶けるはずです。
柱3:毛細管現象の役割
接合部が清潔で、熱が適切であれば、最後の原則は毛細管現象です。これは、液体ろう付け合金をチューブとフィッティングの間の狭く均一な隙間に引き込む物理的な力です。
毛細管現象が機能するためには、隙間が適切である必要があります。通常は0.002インチから0.005インチの間です。隙間が狭すぎると、合金が流れるスペースがありません。緩すぎると、毛細管力が弱すぎて充填材を引き込み、完全に分布させることができません。
熱い接合部に棒を導入すると、棒は溶けてすぐに継ぎ目に引き込まれ、視界から消えるはずです。接合部の周りに連続したフィレット(合金の薄いリング)が完全に現れるまで、棒を供給し続ける必要があります。
避けるべき一般的な落とし穴
何をしてはいけないかを知ることは、正しい手順を知ることと同じくらい重要です。
過熱の危険性
熱を加えすぎると、少なすぎると同じくらい破壊的です。過熱は保護フラックスを焼き尽くし、フラックスでは除去できない重く暗いスケール(酸化)を生成し、さらには銅を溶かしたり変形させたりすることもあります。目標は制御された桜色(チェリーレッド)であり、明るいオレンジ色の輝きではありません。
棒を直接加熱する間違い
初心者の典型的な間違いは、ろう付け棒にトーチを向けて溶かし、接合部に「垂らそう」とすることです。これは、銅が冷たすぎて合金が表面を「濡らし」て流れ込むことができないため、棒が丸まって転がり落ちる結果になります。トーチは部品を加熱し、部品が棒を溶かします。
フラックスの誤解
異なるろう付け合金には、異なるフラックス要件があります。銅と銅の接合部の場合、リンを含む合金(15%リン銅棒など)は、リンが脱酸剤として機能するため、自己フラックス性です。しかし、銅を真鍮や鋼のような異種金属にろう付けする場合、別途フラックスを使用する必要があります。 誤った状況で合金が自己フラックス性であると仮定すると、必ず失敗します。
目標に合った適切な選択をする
このチェックリストを使用して、技術を診断し修正してください。
- 強力で漏れのない接合部を最優先する場合: 常に、サンドクロスでチューブとフィッティングを均一に明るくなるまで機械的に清掃し、次に正しいフラックスを薄く塗布することから始めます。
- 熱の問題が疑われる場合: 熱の大部分を厚いフィッティングに集中させ、アセンブリ全体を桜色(チェリーレッド)に均一に加熱し、炎の反対側の接合部に棒を触れます。銅自体が棒を瞬時に溶かし、引き込むはずです。
- 棒は溶けるが表面に留まるだけの場合: 接合部が汚染されているか、過熱によってフラックスが焼き尽くされています。冷まして、完全に清掃し、フラックスを再塗布し、熱を減らして再度試してください。
清浄度と熱の関係を習得すれば、ろう付けプロセスを習得できます。
要約表:
| 一般的な問題 | 根本原因 | 解決策 |
|---|---|---|
| 棒が丸まって転がり落ちる | 母材が冷たすぎる | 銅を鈍い桜色(チェリーレッド)に加熱し、厚いフィッティングに集中する |
| 棒は溶けるが流れない | 表面汚染またはフラックスの焼け | 徹底的に清掃し、フラックスを再塗布し、過熱を避ける |
| 接合部の充填が不完全 | 不適切な隙間間隔または不十分な毛細管現象 | 0.002〜0.005インチの隙間を維持し、炎の反対側に棒を供給する |
研究室や作業場でろう付けの一貫性にお困りですか? KINTEKは、信頼性の高い結果を保証する精密な研究室機器と消耗品を専門としています。当社のろう付けトーチ、温度制御、高純度フラックスは、技術者やエンジニアが毎回完璧な接合部を実現するのに役立ちます。
今すぐ専門家にお問い合わせください KINTEKのソリューションが、お客様の研究室や製造ニーズにおけるろう付けプロセスをどのように改善し、より強力で信頼性の高い接続を提供できるかについてご相談ください。
ビジュアルガイド
関連製品
- 高温用途向け窒化ホウ素(BN)セラミックロッド
- エンジニアリング先進ファインセラミックス用精密加工イットリウム安定化ジルコニアセラミックロッド
- 産業用途向けエンジニアリング先進ファインアルミナ Al2O3 セラミックロッド絶縁体
- PTFE撹拌子回収ロッド用カスタムPTFEテフロン部品メーカー
- 真空熱処理焼結ろう付け炉




