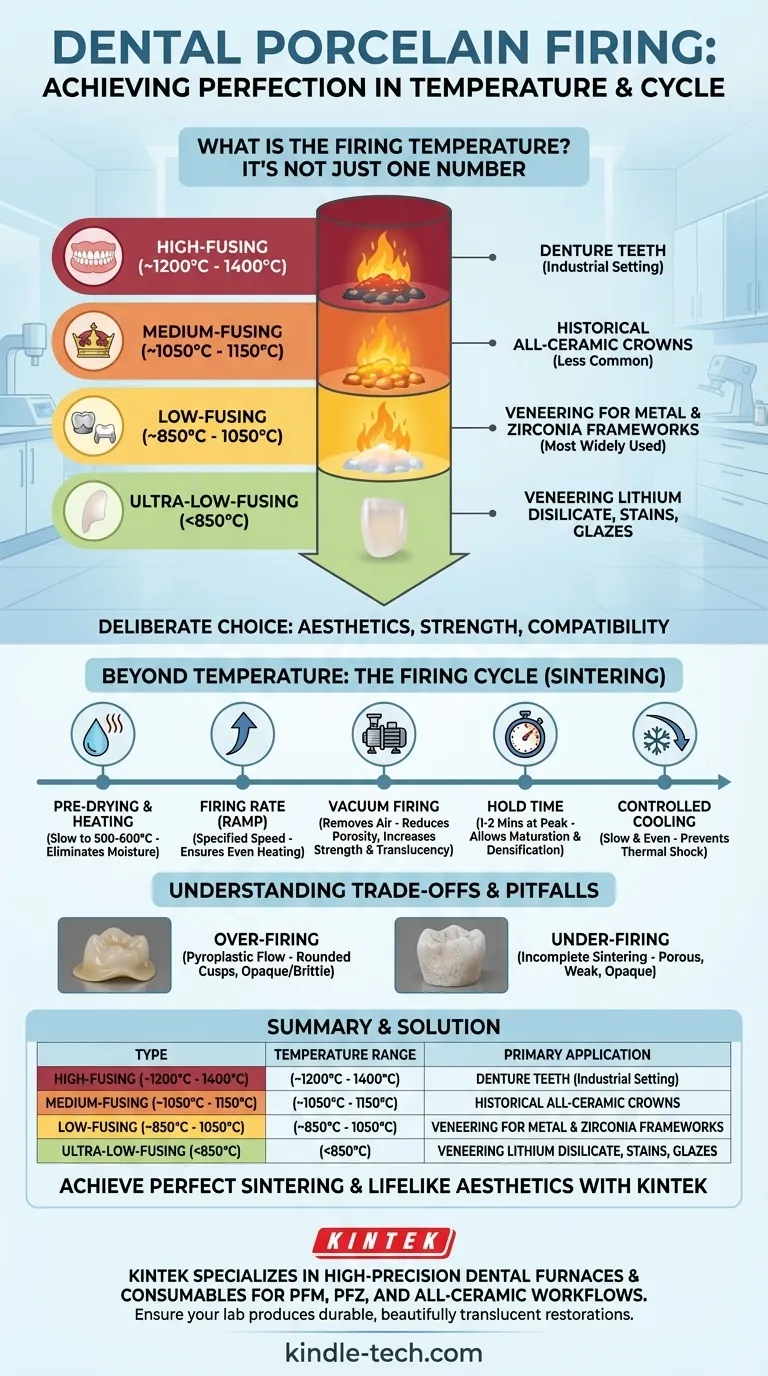
歯科用ポーセレンの焼成温度は単一の特定の値ではなく、高融解性の1200℃超から超低融解性の850℃未満に至るまで、明確なカテゴリーに分類されます。適切な温度は、ポーセレンの特定の組成、製造元、および金属やジルコニアフレームワーク上のクラウン、ベニア、義歯歯など、意図された臨床応用によって決定されます。
歯科用ポーセレンの選択とその対応する焼成温度は、審美性、強度、および下部構造との適合性のバランスを取る必要性から導かれる意図的な選択です。単一の数値を知ることよりも、材料の「融解範囲」と焼成サイクル全体を理解することが、修復物の最終的な密度、透明度、完全性に直接影響するため、より重要です。

焼成温度による歯科用ポーセレンの分類
把握すべき最も重要な概念は、「歯科用ポーセレン」が広範な用語であるということです。材料は、焼結して成熟する温度によってグループ化され、それが材料の使用場所と方法に直接影響します。
高融解性ポーセレン(約1200℃~1400℃)
このタイプは主に長石で構成されており、ポーセレンの中で最も強度があり、耐摩耗性に優れています。
極めて高い焼成温度のため、ほぼ排他的に人工義歯の歯の製造に使用されます。このプロセスは、通常の歯科技工所ではなく、産業環境で行われます。
中融解性ポーセレン(約1050℃~1150℃)
このカテゴリーは、高融解性と低融解性のタイプの中間的な役割を果たします。歴史的に、一部のオールセラミッククラウン(ジャケットクラウン)や既製品のポンティックの製作に使用されていました。
最新の高強度セラミックスや、より汎用性の高い低融解性システムの登場により、その使用頻度は低下しています。
低融解性ポーセレン(約850℃~1050℃)
これは、現代の歯科技工所で最も広く使用されているカテゴリーです。その低い焼成温度は、主な用途である金属およびジルコニアフレームワークへのベニアリングポーセレンにとって極めて重要です。
これらのポーセレンは、軟化点を下げるためにガラス形成フラックス(酸化ナトリウムや酸化カリウムなど)を多く含んでいます。これにより、下部構造を歪ませたり溶かしたりすることなく、フレームワーク上に融着させることが可能になります。
超低融解性ポーセレン(850℃未満)
この現代的なポーセレンクラスは、新しい材料との最大限の適合性および微細な調整のために設計されています。
熱安定性が低い二ケイ酸リチウムなどの高強度セラミックスのベニアリングに最適です。また、ステインやグレーズによる最終的なキャラクターライゼーション、または修復物全体の完全性を危険にさらすことなく微小な追加や修理を行うためにも使用されます。
温度を超えて:焼成サイクルの理解
正しい最終特性を得ることは、単に最高温度に達する以上のことです。焼成サイクル全体は、個々のポーセレン粒子が完全に溶けることなく固く緻密な塊に融合する焼結の精密に制御されたプロセスです。
焼成サイクルの主要段階
クラウンやブリッジの典型的な焼成プログラムには、いくつかの明確なフェーズが含まれます。
- 予備乾燥と昇温: 修復物は、水分を完全に除去するために約500~600℃までゆっくりと加熱されます。このステップを急ぐと、ポーセレン内部で蒸気が発生し、ひび割れや空隙の原因となる可能性があります。
- 焼成速度(ランプ): これは、炉の温度が最高温度に上昇する速度です。ポーセレン塊全体に均一な加熱を保証するために、メーカーによって指定されます。
- 真空焼成: 加熱ランプの大部分では、焼成は強力な真空下で行われます。これにより、ポーセレン粒子の間に閉じ込められた空気が除去され、多孔性が劇的に減少し、より強く、より透明な最終修復物が得られます。真空は最高温度に達する直前、または達した時点で解除されます。
- 保持時間: 最高温度に達した後、特定の期間(通常1~2分)保持されます。この「熱浸漬」により、ポーセレンが完全に成熟し、緻密化し、所望の透明度と収縮が達成されます。
- 制御冷却: 熱衝撃による壊滅的な亀裂を防ぐため、修復物はゆっくりと均一に冷却されなければなりません。最新の炉はこの冷却速度を自動的に制御します。
トレードオフと落とし穴の理解
メーカー推奨の焼成プロトコルを厳守することは譲れません。わずかな逸脱でも、最終的な修復物に大きな影響を与える可能性があります。
過焼成の問題
温度が高すぎるか、保持時間が長すぎると、ポーセレンは濃い液体のように流れ始めます(パイロプラスチックフロー)。
これにより、咬頭の丸まり、表面テクスチャの喪失、および沈下した外観が生じます。逆説的ですが、重度の過焼成はガラスが結晶化して不透明で脆くなる失透を引き起こす可能性もあります。
低焼成のリスク
ポーセレンが適切な成熟温度に達しない場合、焼結プロセスは不完全になります。
結果として生じる修復物は多孔質で弱く、チョーク状または不透明に見えます。患者の口腔内で破折や着色の影響を非常に受けやすくなります。
フレームワークの適合性が最優先
すべてのメタルボンドポーセレン(PFM)またはジルコニアボンドポーセレン(PFZ)の修復物において、ベニアリングポーセレンの焼成温度は、下部フレームワークの歪み温度または融解温度よりも**低くなければなりません**。これが、クラウンおよびブリッジワークで低融解性ポーセレンが優勢である根本的な理由です。
目標に応じた適切な選択
材料と焼成プロトコルの選択は、臨床的または実験室的な目的に完全に依存します。
- PFMクラウンが主な焦点の場合: 使用する低融解性ポーセレンの成熟温度が、選択した金属合金の軟化温度よりも安全に低いものでなければなりません。
- ジルコニアフレームワークのベニアリングが主な焦点の場合: 熱膨張差を管理し、亀裂を防ぐために、ジルコニア用に特別に調合された低融解性または超低融解性のポーセレンを選択する必要があります。
- 義歯歯の製作が主な焦点の場合: その優れた耐久性と耐摩耗性から、高融解性ポーセレンが伝統的な選択肢ですが、特殊な産業レベルの機器が必要です。
- モノリシックセラミックス(例:二ケイ酸リチウム)が主な焦点の場合: 焼成サイクルは結晶化とグレーズが目的であり、ポーセレンのレイヤリングとは異なるプロセスであり、メーカー固有の時間-温度プログラムに厳密に従う必要があります。
焼成サイクルの習得とは、粉末状のガラスと鉱物を耐久性のある本物のような修復物に変換するために、熱を正確に制御することです。
要約表:
| ポーセレンの種類 | 典型的な焼成範囲 | 主な用途 |
|---|---|---|
| 高融解性 | 約1200℃~1400℃ | 義歯歯 |
| 中融解性 | 約1050℃~1150℃ | 歴史的なオールセラミッククラウン |
| 低融解性 | 約850℃~1050℃ | 金属/ジルコニアフレームワークへのベニアリング |
| 超低融解性 | 850℃未満 | 二ケイ酸リチウムのベニアリング、ステイン/グレーズ |
すべての修復物で完璧な焼結と本物のような審美性を実現しましょう。 歯科用ポーセレンの焼成サイクルの習得は、強度と審美性にとって極めて重要です。KINTEKは、PFM、PFZ、およびオールセラミックのワークフローに対して、一貫性のある信頼性の高い結果をもたらす高精度歯科炉と消耗品の専門メーカーです。ラボが耐久性があり、美しく透明な修復物を確実に製作できるように、お客様の特定の材料と用途に最適な焼成ソリューションを見つけるために、今すぐ当社の専門家にご相談ください。
ビジュアルガイド