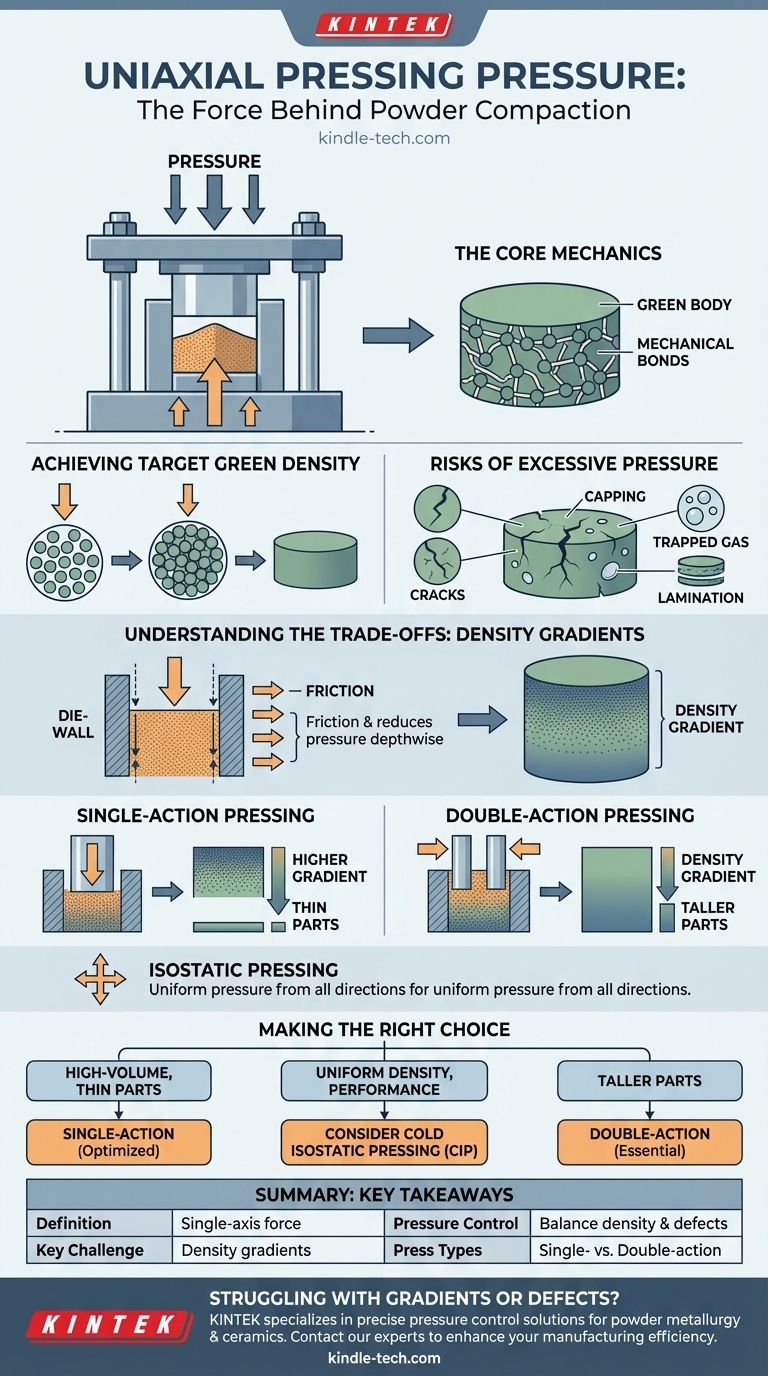
製造業および材料科学において、一軸加圧(uniaxial pressing pressure)とは、粉末を固体の形状に圧縮するために、単一の垂直軸に沿って加えられる力のことです。この圧力は通常、メガパスカル(MPa)またはポンド毎平方インチ(psi)で測定され、バラバラの粒子を初期強度を持つ凝集した物体、すなわち「グリーンボディ」に変換するために使用される基本的なパラメーターです。
一軸加圧は、粉末から部品を成形するための迅速かつ経済的な方法ですが、その特徴である一方向からの力のかけ方は、避けられない密度勾配を生み出します。これらの圧力誘発性のばらつきを理解し、管理することが、強固で信頼性の高い最終製品を実現するための中心的な課題となります。

一軸加圧の仕組み:核となる力学
一軸加圧は、ダイ成形(die pressing)とも呼ばれ、その速度と自動化への適合性から、粉末冶金およびセラミックス製造の礎となっています。
セットアップ:金型、パンチ、および粉末
プロセスは、正確な量の粉末を金型(die)と呼ばれる剛性の空洞に充填することから始まります。1つまたは複数のパンチ(punch)が垂直に金型内に移動し、粉末を圧縮します。加えられた力を作動子の断面積で割ったものが、公称の一軸加圧力となります。
結果:「グリーンボディ」
この圧縮プロセスにより、粉末粒子同士が密接に接触し、粒子間の空隙が減少し、機械的な結合が形成されます。結果として得られる物体はグリーンボディまたは成形体(compact)です。これは取り扱い可能な強度を持っていますが、まだ多孔質であり、最終的な密度と強度を達成するためには後続の加熱プロセス(焼結)が必要です。
部品成形における圧力の重要な役割
加えられる圧力の量は任意ではなく、グリーンボディの品質を直接決定する、注意深く制御される変数です。
目標グリーン密度の達成
圧力を加える主な目的は、材料の密度を高めることです。より高い圧力は粒子をより密接に押し付け、多孔性を減らし、成形体のグリーン密度を増加させます。これは、グリーン密度が高いほど、最終的な焼結部品の収縮が少なくなり、機械的特性が向上するため、極めて重要です。
過剰な圧力のリスク
単に圧力を最大化することが解決策ではなく、しばしば深刻な欠陥を引き起こします。圧力が強すぎると、粉末内に空気が閉じ込められ、取り出し時に亀裂が生じる可能性があります。また、内部応力により、圧延方向と平行な亀裂である層状欠陥(lamination)や、成形体の上部が剥がれるキャッピング(capping)を引き起こす可能性もあります。
トレードオフの理解:密度勾配の問題
一軸加圧の最大の制限は、完全に均一な部品を製造できないことです。これは、単一軸に沿って力を加えることに起因する固有の結果です。
金型壁の摩擦:主な原因
パンチが粉末を介して力を伝達する際、粒子間および静止している金型壁との間で摩擦が発生します。この摩擦により、深さとともに圧力が減少します。その結果、密度勾配(density gradient)が生じ、成形体の可動パンチに最も近い部分が最も密度が高く、中央またはパンチから最も遠い部分が最も密度が低くなります。
単動加圧と複動加圧:
密度勾配に対抗するために、プレスは異なる構成を使用できます。
- 単動加圧(Single-Action Pressing): パンチ(通常は上部)の1つだけが動きます。これは最も単純な方法ですが、最も深刻な密度勾配を生み出すため、薄くて単純な部品にのみ適しています。
- 複動加圧(Double-Action Pressing): 上部と下部の両方のパンチが中央に向かって移動します。これにより、両端から粉末が圧縮され、密度勾配が大幅に減少し、より背の高い部品や複雑な部品の製造が可能になります。
一軸加圧と静水圧加圧:重要な区別
一軸加圧と静水圧加圧(isostatic pressing)を区別することが重要です。静水圧加圧では、流体媒体を介して全方向から均一に圧力が加えられます。これにより金型壁の摩擦がなくなり、極めて均一な密度のグリーンボディが生成されますが、プロセスは一軸加圧よりも大幅に遅く、コストがかかります。
目標に応じた適切な選択
一軸加圧の圧力の選択と制御は、十分な密度を達成することと欠陥を回避することのバランスです。生産目標がアプローチを決定します。
- 主な焦点が高容量で、薄くて単純な部品の生産である場合: 単動一軸加圧が最も費用対効果の高い方法ですが、キャッピングを防ぐために圧力を慎重に最適化する必要があります。
- 高性能部品の均一な密度が主な焦点である場合: 一軸加圧の固有の密度勾配は大きな欠点となります。代替手段として冷間静水圧加圧(CIP)を検討してください。
- 背の高い部品(例:ブッシュやギア)の製造が主な焦点である場合: 部品の上下間での密度ばらつきを最小限に抑えるために、複動一軸加圧が不可欠です。
一軸加圧を習得することは、力を最大化することよりも、部品全体にわたる圧力分布を制御することに重点が置かれます。
要約表:
| 側面 | 重要なポイント |
|---|---|
| 定義 | 粉末を固体の形状(グリーンボディ)に圧縮するために単一軸に沿って加えられる力。 |
| 主な課題 | 金型壁の摩擦に起因する固有の密度勾配。これにより部品の密度が不均一になる。 |
| 圧力制御 | 層状欠陥やキャッピングなどの欠陥のリスクを伴いながら、より高いグリーン密度を達成することのバランス。 |
| プレスタイプ | 密度ばらつきを低減するための単動(薄い部品用)対複動(背の高い部品用)。 |
粉末成形プロセスにおける密度勾配や部品欠陥でお困りですか? KINTEKは、ラボ用機器と消耗品の専門家であり、粉末冶金およびセラミックスにおける正確な圧力制御のためのソリューションを提供します。当社の専門知識は、より強固で信頼性の高い部品を実現するために一軸加圧を最適化するお手伝いをします。当社の専門家に今すぐお問い合わせいただき、製造効率と製品品質をどのように向上できるかご相談ください。
ビジュアルガイド
関連製品
- kbrペレットプレス 2t
- XRF & KBRペレットプレス用自動実験室油圧プレス
- ラボ用スケール付き円筒プレス金型
- ラボ用円形双方向プレス金型
- 実験室用油圧ペレットプレス(XRF KBR FTIR実験室用途)















