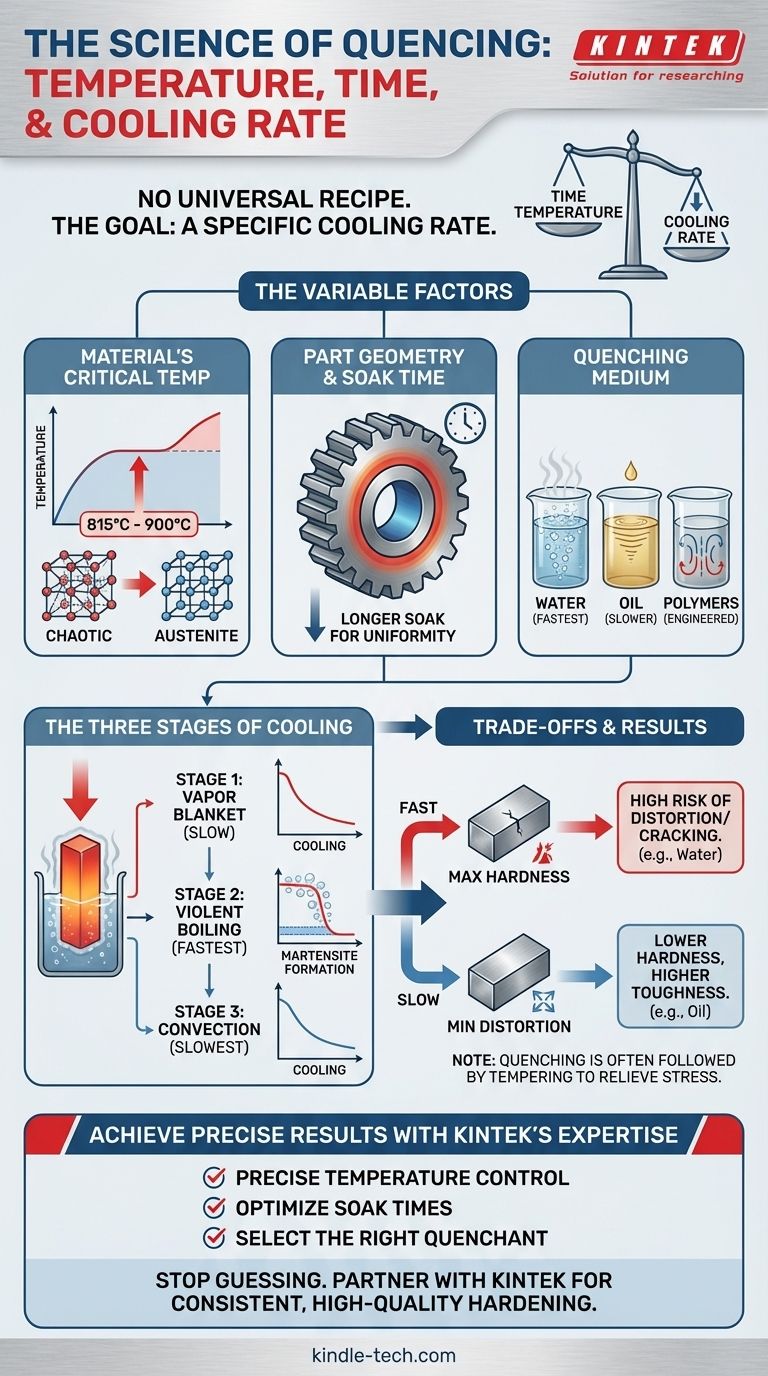
焼入れに単一の普遍的な温度と時間は存在しません。これらのパラメータは、特定の金属の種類、部品の厚さ、および目的とする最終特性に決定的に依存します。このプロセスは、常に材料をオーステナイト化温度まで加熱することから始まります。ほとんどの鋼の場合、これは通常815°Cから900°C(1500°Fから1650°F)の範囲であり、完全で均一な結晶構造変換を確実にするのに十分な時間保持されます。
焼入れの基本原則は、特定の時間に合わせることではなく、特定の冷却速度を達成することです。目標は、金属を十分に速く冷却して、より柔らかい変態を回避し、マルテンサイトとして知られる非常に硬い結晶構造を形成させることです。

焼入れパラメータが非常に変動する理由
焼入れから目的の結果を得るには、3つの主要な要因の慎重なバランスが必要です。これらのいずれかが変化すると、材料の硬度、靭性、内部応力などの最終特性が変わります。
材料の臨界温度
すべての合金には固有の「オーステナイト化」温度があります。これは、硬化に不可欠なオーステナイトと呼ばれる相に内部結晶構造が変換される温度です。
この温度より低い加熱では、不完全な硬化になります。過熱は結晶粒の成長を引き起こし、最終製品を脆くする可能性があります。特定の合金の相図が、この臨界温度の決定的な情報源となります。
部品形状の影響
コンポーネントの厚さと複雑さは極めて重要です。厚い部分は、表面よりも芯部の方がはるかにゆっくりと冷却されます。
これが、部品をオーステナイト化温度に保持する時間である「保持時間」が非常に重要である理由です。より厚い部品は、芯部が完全な変態温度に達するように、より長い保持時間を必要とします。
焼入れ媒体の選択
部品を冷却するために使用される物質(焼入れ液と呼ばれる)が冷却速度を決定します。水は非常に速く、強力な焼入れを提供しますが、油はより遅く、穏やかです。特殊なポリマー焼入れ液は、水と油の間の冷却速度を持つように設計できます。
焼入れ液の選択は、材料の「焼入れ性」によって決まります。1095のような低合金鋼は非常に速い焼入れ(水またはブライン)を必要としますが、4140のような高合金鋼は、はるかに遅い焼入れ(油)で硬化させることができます。
冷却の3つの段階
焼入れ液に関係なく、冷却プロセスは金属部品から熱が抽出されるにつれて、3つの明確な段階で発生します。これらの段階を理解することで、異なる液体が異なる結果をもたらす理由が説明されます。
蒸気段階
浸漬直後、高温の部品は周囲の焼入れ液を蒸発させ、「蒸気ブランケット」を形成します。このブランケットは絶縁体として機能し、冷却は比較的遅くなります。
沸騰段階
表面がわずかに冷えると、蒸気ブランケットが崩壊し、液体焼入れ液が直接接触します。これにより激しい沸騰が始まり、最も速い熱伝達の段階となります。この段階で、マルテンサイトを形成するのに十分な速さで冷却速度を維持する必要があります。
対流段階
部品の表面温度が焼入れ液の沸点を下回ると、沸騰は止まります。その後、熱は対流と伝導によって除去されます。これは冷却の最も遅い段階です。参照文献で油について説明されているように、焼入れ液の粘度がここで大きな役割を果たします。
トレードオフの理解
焼入れはリスクのないプロセスではありません。極端な温度変化は材料に大きな応力を引き起こし、これを管理することが成功の鍵となります。
ひび割れと変形の危険性
特に複雑な形状や、厚い部分と薄い部分の両方を持つ部品での非常に急速な冷却は、部品の反り、変形、さらにはひび割れを引き起こす可能性があります。
目標は、破壊を引き起こすのに十分な内部応力を蓄積することなく、目的の硬さを達成するのに十分な速さで冷却することです。これが、より敏感な合金鋼に対して水よりも油が選ばれる理由であることがよくあります。
硬さのために靭性を犠牲にする
成功した焼入れ中に形成されるマルテンサイト構造は、非常に硬いですが、非常に脆くもあります。これが、焼入れの後にほぼ常に焼き戻しと呼ばれる二次熱処理プロセスが続く理由です。焼き戻しには、応力を緩和し、硬度をわずかに失う代わりに靭性を回復させるために、部品をはるかに低い温度に再加熱することが含まれます。
目標に合わせた正しい選択をする
正しい焼入れパラメータの選択は、プロセスを材料と目的の結果に合わせることです。
- 単純な炭素鋼で最大の硬度を最優先する場合: 変形の高いリスクを受け入れ、水やブラインのような非常に速い焼入れ液を使用する可能性が高くなります。
- 合金鋼で変形を最小限に抑えることを最優先する場合: 油のような遅い焼入れ液を選択し、ひび割れのリスクを減らすために、焼入れ直後に部品を焼き戻すことを確実にします。
- 厚い部品や幾何学的に複雑な部品を扱っている場合: オーステナイト化温度での十分な保持時間を優先し、内部応力を管理するために、より穏やかな焼入れ液を検討する必要があります。
結局のところ、成功する焼入れは、特定の材料の特性を理解し、正確な冶金学的変態を達成するために冷却速度を制御することから生まれます。
要約表:
| 要因 | 主な考慮事項 | 一般的な範囲/例 |
|---|---|---|
| オーステナイト化温度 | 金属合金に特有 | ほとんどの鋼で815°C - 900°C (1500°F - 1650°F) |
| 保持時間 | 部品の厚さに依存 | 均一な変態を確実にするため、厚いセクションではより長く |
| 焼入れ媒体 | 冷却速度を決定する。焼入れ性に基づいて選択される | 水(最速)、油(遅い)、ポリマー(設計された速度) |
| 目標 | 硬度と変形/ひび割れのリスクのバランスをとる | 最大硬度(水)対最小限の変形(油) |
KINTEKの専門知識で完璧な硬化結果を実現
焼入れは、温度、時間、冷却速度のデリケートなバランスです。間違えると、ひび割れ、反り、または脆い部品につながる可能性があります。KINTEKの熱処理に関する深い知識と高品質のラボ機器を活用して、成功に導きましょう。
当社は、次のことを実現するために必要な信頼性の高い炉と専門的なサポートを提供します。
- 特定の合金のオーステナイト化温度を正確に制御する。
- 複雑な形状でも均一な変態を保証するための最適な保持時間を決定する。
- 目的の冷却速度を達成し、応力を最小限に抑えるために適切な焼入れ液を選択する。
推測をやめて、一貫した高品質の結果を達成しましょう。専門的な熱処理スペシャリストに今すぐお問い合わせいただき、お客様の用途と、KINTEKが精密硬化のパートナーとしてどのようにお手伝いできるかをご相談ください。
ビジュアルガイド