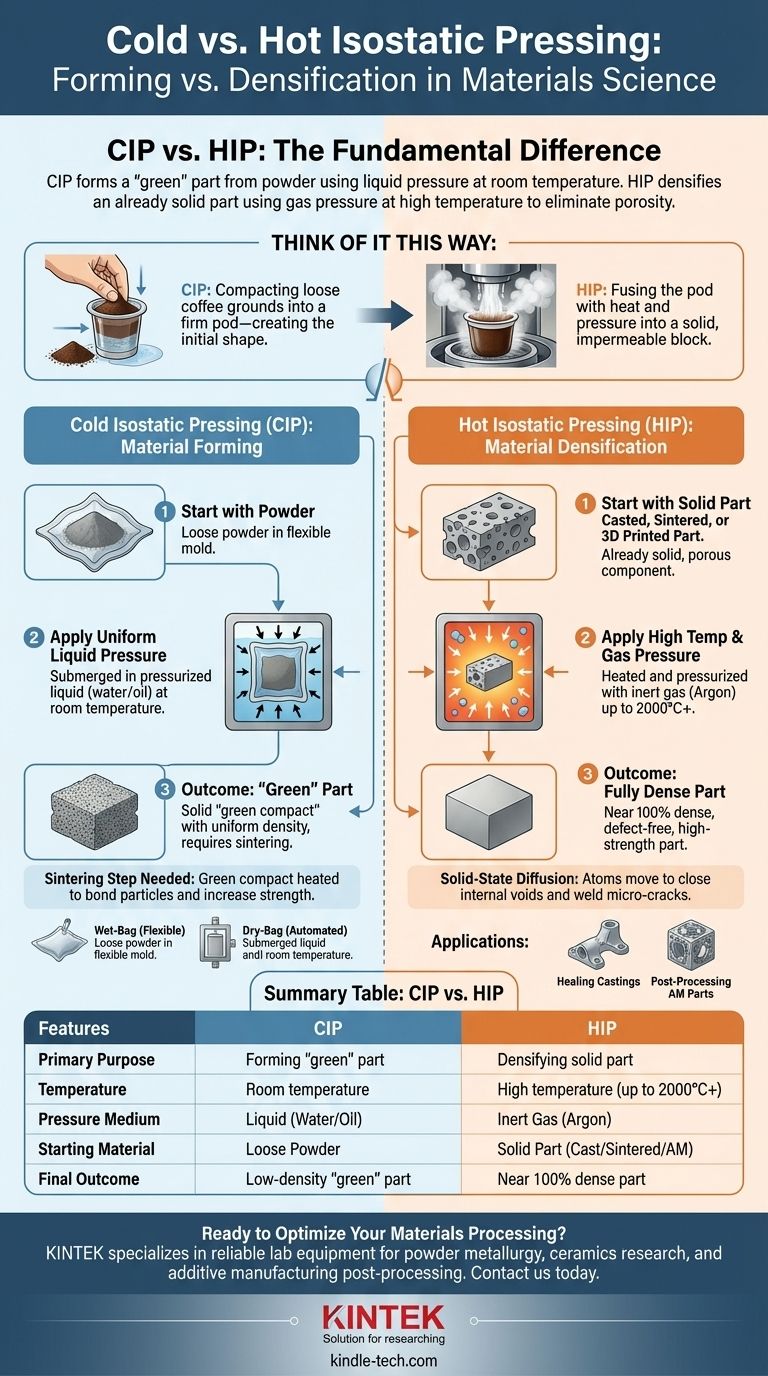
冷間等方圧プレスと熱間等方圧プレスの根本的な違いは、製造プロセスにおける目的とタイミングにあります。冷間等方圧プレス(CIP)は、室温で液圧を使用して粉末から固体の「グリーン」部品を成形します。対照的に、熱間等方圧プレス(HIP)は、高温でガス圧を使用して、すでに固体である部品の内部気孔を除去し、完全に緻密化します。
このように考えてみてください。CIPは、挽いたコーヒー豆を固いポッドに圧縮するようなもので、初期の形状を作り出します。HIPは、そのポッドを熱と圧力で加熱し、豆を結合させて単一の固い不透過性のブロックにするようなものです。
冷間等方圧プレス(CIP)とは?
冷間等方圧プレスは、材料成形プロセスです。その主な目的は、ばらばらの粉末を均一な密度の固体形状に圧縮することです。
核心原理:均一な圧力下での成形
CIPでは、粉末を柔軟な密閉型(多くの場合、ゴムまたはウレタン製)に入れます。この型は、液体で満たされた高圧チャンバーに浸されます。
通常、水または油である液体が加圧され、型のすべての表面に均等な力が加えられます。この均一な圧力により、粉末は凝集した塊に圧縮されます。
「グリーン」部品の成果
CIPの結果は「グリーンコンパクト」です。この部品は、取り扱いや機械加工が可能なほど固体ですが、最終的な強度や密度には達していません。粉末粒子間にはまだかなりの気孔が残っています。
必要な次のステップ:焼結
最終的な強度を達成するには、CIPによるグリーンコンパクトは、焼結と呼ばれるその後の加熱プロセスを経る必要があります。焼結中、部品は高温(融点以下)に加熱され、粉末粒子が結合して融合し、密度と強度が増加します。
ウェットバッグ方式とドライバッグ方式のCIP
CIP自体には、型の取り扱い方法に基づいて2つの主要なバリエーションがあります。
- ウェットバッグ方式:型は手動で充填、密閉され、各サイクルで加圧流体に浸されます。この方法は柔軟性があり、複雑な形状や少量生産に最適です。
- ドライバッグ方式:型は圧力容器自体に組み込まれています。粉末が投入され、プレスされ、排出されるという、より自動化されたプロセスであり、より単純な形状や大量生産に適しています。

熱間等方圧プレス(HIP)とは?
熱間等方圧プレスは、材料の緻密化および欠陥修復プロセスです。ばらばらの粉末から形状を成形するために使用されるのではなく、すでに固体である部品を完成させるために使用されます。
核心原理:温度下での緻密化
HIPは、事前に成形された固体部品を容器に入れ、その後、高圧の不活性ガス(通常はアルゴン)で満たします。容器は同時に非常に高温に加熱されます。
出発材料:すでに固体
重要なことに、HIPはすでに固体である部品に適用されます。これには、鋳造、積層造形によって製造された部品、または以前にCIPで成形され焼結された部品が含まれます。
成果:気孔の除去
強烈な熱と均一なガス圧の組み合わせにより、材料の原子が移動および拡散します。これは固相拡散と呼ばれるプロセスです。これにより、部品内の内部空隙、気孔、または微細な亀裂が閉じられ、溶接されます。
その結果、理論上の最大密度のほぼ100%に達する部品が得られ、疲労寿命、延性、破壊靭性などの機械的特性が劇的に向上します。これが、ジェットエンジンのタービンや医療用インプラントのような高性能アプリケーションに不可欠である理由です。
トレードオフの理解:プロセス比較
CIPとHIPの選択は、どちらか一方を選ぶというものではなく、目標に必要な製造ステップを決定するものです。
目的:成形 vs. 仕上げ
CIPは、部品の初期段階で粉末から基本的な形状を作成するための成形プロセスです。HIPは、固体部品の内部構造を完成させるために最終段階で使用される仕上げプロセスです。
温度と圧力媒体
CIPは室温またはその付近で液体を使用して圧力を伝達します。HIPは非常に高温で不活性ガスを使用して圧力を伝達します。
材料の状態:粉末 vs. 固体
CIPは柔軟な型に入った粉末から始まります。HIPは固体部品から始まります。
最終的な密度と強度
CIP単独では、焼結を必要とする低強度の「グリーン」部品を生成します。HIPは、すでに固体である部品から残留気孔を除去することにより、完全に緻密で高強度の部品を生成します。
目標に合った適切な選択をする
正しいプロセスを選択するには、まず目的を明確にする必要があります。
- 粉末から複雑な部品を作成することが主な焦点である場合:形状を成形するために冷間等方圧プレス(CIP)を使用し、その後、強度を高めるために焼結を行います。
- 重要な鋳造品の信頼性を最大化することが主な焦点である場合:内部鋳造欠陥を修復し、完全な密度を達成するために、後処理ステップとして熱間等方圧プレス(HIP)を使用します。
- 粉末冶金部品から可能な限り最高の性能を達成することが主な焦点である場合:多段階プロセスを使用します。グリーン部品を成形するためにCIPを使用し、その後焼結を行い、最終ステップとしてHIPを使用して残存する気孔を除去します。
最終的に、あなたの選択は、粉末から新しい形状を作成しているのか、既存の固体部品の内部品質を完璧にしているのかに完全に依存します。
要約表:
| 特徴 | 冷間等方圧プレス(CIP) | 熱間等方圧プレス(HIP) |
|---|---|---|
| 主な目的 | 粉末から「グリーン」部品を成形する | 既存の固体部品を緻密化する |
| 温度 | 室温 | 高温(2000℃以上) |
| 圧力媒体 | 液体(水/油) | 不活性ガス(アルゴン) |
| 出発材料 | ばらばらの粉末 | 固体部品(鋳造、焼結、または3Dプリント) |
| 最終成果 | 焼結を必要とする低密度の「グリーン」部品 | ほぼ100%緻密で高強度の部品 |
| 典型的な用途 | 粉末から複雑な形状を作成する | 鋳造品の欠陥修復、AM部品の改善 |
材料加工を最適化する準備はできていますか?
冷間等方圧プレス(CIP)で粉末から複雑な部品を成形する必要がある場合でも、熱間等方圧プレス(HIP)で最高の密度と性能を達成する必要がある場合でも、KINTEKはあなたの研究室のニーズを満たす専門知識と設備を備えています。
当社は、以下のための信頼性の高い実験装置と消耗品の提供を専門としています。
- 粉末冶金およびセラミックス研究
- 積層造形の後処理
- 高性能材料開発
当社の等方圧プレスソリューションがどのように材料特性を向上させ、製造プロセスを合理化できるかについて、今すぐお問い合わせください。
ビジュアルガイド
関連製品
- 全固体電池研究用温間等方圧加圧装置(WIP)
- 自動ラボ用コールドアイソスタティックプレス CIP装置 コールドアイソスタティックプレス
- 手動等方圧プレス機 CIPペレットプレス
- 電気実験室用コールドアイソスタティックプレス CIP装置
- コールドアイソスタティックプレス用電気分割ラボコールドアイソスタティックプレスCIP装置

















