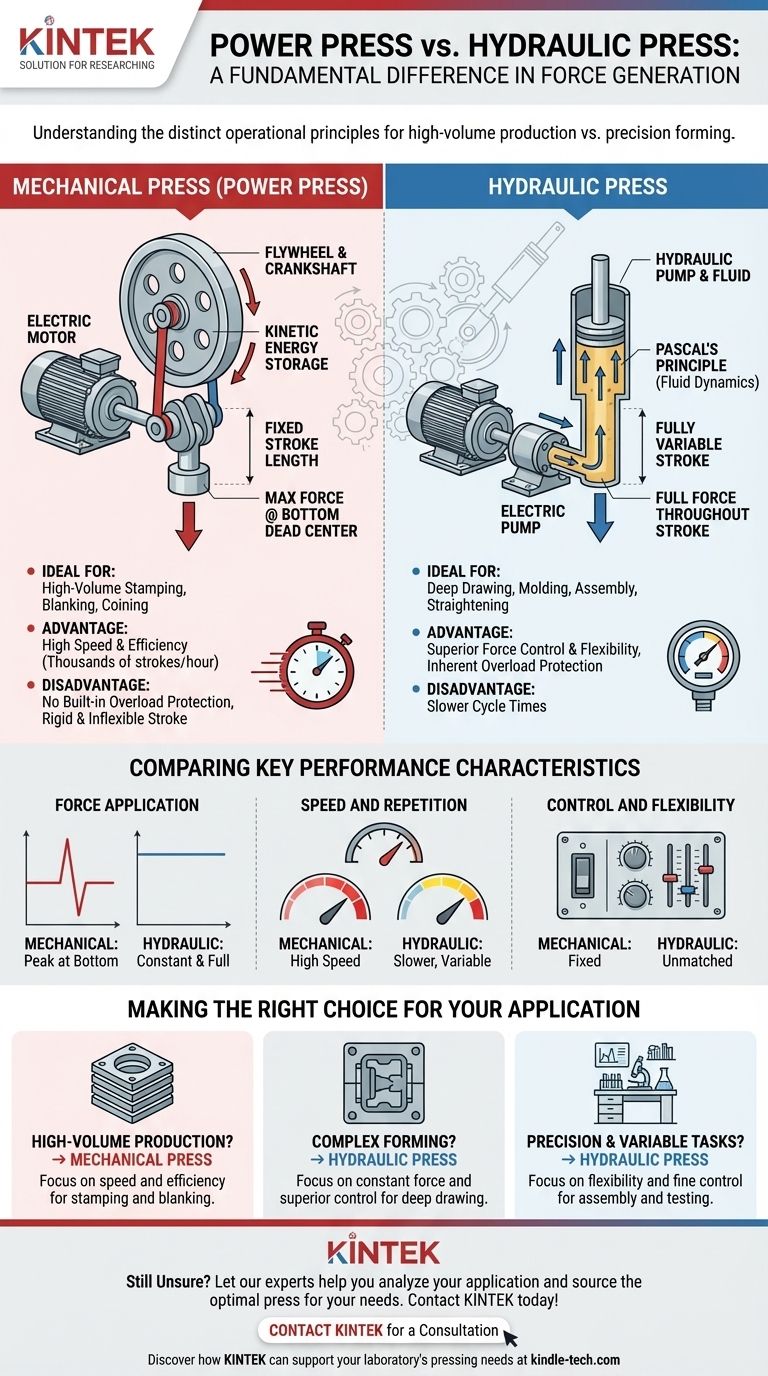
パワープレスと油圧プレスの根本的な違いは、力の発生方法にあります。パワープレス(より正確には機械式プレスと呼ばれる)は、フライホイールを使用して運動エネルギーを蓄積し、クランクシャフトを介してラムを動かします。対照的に、油圧プレスはポンプを使用して流体(通常は油)に圧力をかけ、パスカルの原理に従って力を加えます。
これら2種類のプレスからの選択は、古典的なエンジニアリング上のトレードオフです。機械式プレスは大量生産に適した速度と一貫性を提供しますが、油圧プレスは成形および組み立て作業に適した優れた力制御と柔軟性を提供します。
コアメカニズム:動作原理
適切なツールを選択するには、まずそれらの明確な動作原理を理解する必要があります。力の発生方法は、機械の速度、制御、および理想的な用途に直接影響します。
パワープレス(機械式プレス)
機械式プレスは自動車のエンジンのように機能します。大型で重いフライホイールが電動モーターによって回転され、回転エネルギーを蓄積します。
オペレーターがプレスを作動させると、クラッチが回転しているフライホイールをクランクシャフトに接続します。これにより、回転エネルギーがラムの垂直で往復運動に変換されます。
機械式プレスのストローク長は固定されており、調整できません。定格最大トン数をストロークの最下部でのみ発生させるため、穴あけ、ブランキング、コイニング作業に最適です。
油圧プレス
油圧プレスは、単純な流体力学の原理で動作します。電動モーターがポンプを駆動し、ポンプが非圧縮性の油をシリンダーに送り込みます。
この圧力はピストンに作用し、ラムを押し下げます。力は流体圧力によって発生するため、油圧プレスはストロークの任意のポイントで定格全トン数を供給できます。
この設計により、完全に可変なストローク長と、速度と圧力の両方の正確な制御が可能になり、複雑な成形作業には不可欠です。実験室の設定で指摘されているように、自動油圧システムは非常に一貫性があり正確な圧力印加を提供し、オペレーターのばらつきを排除します。
主要な性能特性の比較
コアメカニズムの違いは、生産環境において明確な利点と欠点を生み出します。
力の印加
最も重要な違いは、力の伝達方法です。機械式プレスは、ストロークの最下点でのみ最大力を達成します。
油圧プレスは、ストローク全体を通して、上部から下部まで一定の全力を供給します。これにより、深絞りや成形などの持続的な圧力を必要とする用途で優れています。
速度と繰り返し性
スタンピングやブランキングなどの大量の反復作業の場合、機械式プレスの方が大幅に高速です。その迅速なサイクル動作は、1時間あたり数千回のストロークに最適化されています。
油圧プレスは、ポンプが適切な量の油を移動させるのにかかる時間のため、本質的に低速です。
制御と柔軟性
油圧プレスは比類のない制御を提供します。オペレーターは、ラムの速度、ストローク長、および加えられる圧力の正確な量を正確に調整できます。これは、繊細な組み立て、矯正、または複雑な部品の成形に不可欠です。
機械式プレスは、これと比較して剛性が高く柔軟性がありません。ストロークは固定されており、圧力を容易に調整することはできません。
トレードオフの理解
どちらのプレスが普遍的に優れているわけではありません。それらは単に異なるタスクに適しているだけです。それらの限界を理解することが、高価な間違いを避けるための鍵となります。
機械式プレスの剛性
機械式プレスの固定ストロークは欠点となる可能性があります。ダイのセットアップが不正確であったり、ワークピースが厚すぎたりすると、プレスは巨大な力でストロークを完了しようとし、プレスや工具に壊滅的な損傷を与える可能性があります。
油圧プレスの速度制限
柔軟性はあるものの、油圧プレスは単純な高速穴あけには最適ではありません。サイクル時間は、ポンプの流量とシステムの流体力学によって制限されるため、単純なプレス部品の大量生産には効率が低下します。
内蔵の過負荷保護
油圧プレスの大きな利点は、その固有の過負荷保護です。圧力リリーフバルブにより、システムが設定されたトン数を超えるのを防ぎ、機械と工具の両方を保護します。機械式プレスにはそのような内蔵保護はありません。
用途に合った適切な選択を行う
最終的な決定は、特定のジョブまたはワークフローの要求に完全に依存する必要があります。
- 主な焦点が高量生産(スタンピング、ブランキング、コイニング)である場合: 機械式プレスの速度と効率が明確な選択肢となります。
- 主な焦点が複雑な形状の成形(深絞り、成形)である場合: 連続した力と優れた制御を備えた油圧プレスは不可欠です。
- 主な焦点が精度と可変タスク(組み立て、ラボ試験、矯正)である場合: 油圧プレスは、正確で再現性のある結果に必要な柔軟性と微調整制御を提供します。
最終的に、適切なプレスを選択することは、機械の基本的な力の発生方法を、用途の特定の要件に合わせることにかかっています。
要約表:
| 特徴 | 機械式プレス | 油圧プレス |
|---|---|---|
| 力の発生 | フライホイールとクランクシャフト(運動エネルギー) | 油圧ポンプと流体(パスカルの原理) |
| 力の伝達 | ストロークの最下部でのみ最大力 | ストローク全体を通して完全で一定の力 |
| 速度 | 高速(1時間あたり数千ストローク) | サイクルタイムが遅い |
| 制御と柔軟性 | 固定ストローク。圧力調整が限定的 | 完全に可変なストローク、速度、圧力制御 |
| 理想的な用途 | 大量生産のスタンピング、ブランキング、コイニング | 深絞り、成形、ラボ試験、組み立て、矯正 |
| 過負荷保護 | 内蔵保護なし | 固有のもの(圧力リリーフバルブ) |
ラボまたは生産ニーズに最適なプレスがまだ不明ですか?
機械式プレスと油圧プレスの選択は、作業の効率と成功にとって極めて重要です。KINTEKでは、お客様固有の課題に対応するために適切なラボ機器と消耗品を提供することに特化しています。
専門家がお手伝いします:
- お客様の用途を分析し、材料とプロセスに最適なプレスタイプを決定します。
- 正確性、安全性、再現性を保証する信頼できる機器を調達します。
- 成形、試験、組み立て作業に合わせて調整された機器で研究室の能力を向上させます。
プロジェクトの成功を偶然に任せないでください。今すぐ当社のチームにご連絡いただき、パーソナライズされたコンサルテーションを受け、KINTEKがお客様の研究室のプレスニーズをどのようにサポートできるかをご確認ください。
ビジュアルガイド
関連製品
- 真空ボックスラボ用加熱プレート付き加熱油圧プレス機
- ラボ用加熱プレート付き自動高温加熱油圧プレス機
- ラボ用加熱プレート付きマニュアル高温加熱油圧プレス機
- ラボ用手動加熱プレート内蔵加熱油圧プレス機
- 24T 30T 60T 加熱プレート付き加熱式油圧プレス機 ラボ用ホットプレス



















