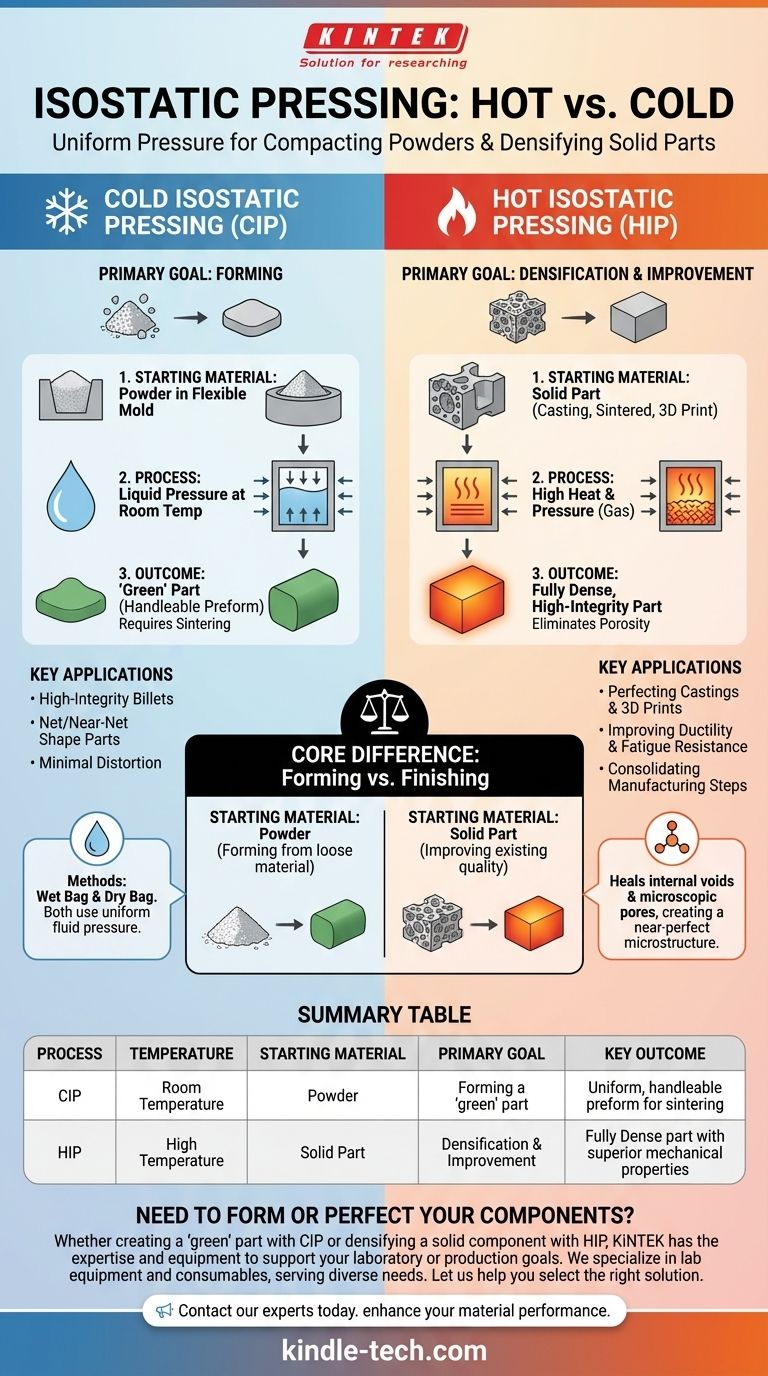
材料加工において、等方圧プレスとは、あらゆる方向からの均一な圧力を用いて粉末を圧縮したり、固体部品を緻密化したりする方法です。根本的な違いは温度にあります。冷間等方圧プレス(CIP)は室温の液体を使用して粉末を予備形状に圧縮するのに対し、熱間等方圧プレス(HIP)は高温と高圧を使用して内部の空隙を除去し、すでに成形された部品の材料特性を向上させます。
熱間と冷間の等方圧プレスの選択は、どちらのプロセスが優れているかではなく、製造のどの段階に対処しているかによります。CIPは粉末の成形プロセスであり、HIPは固体部品の緻密化と仕上げプロセスです。
冷間等方圧プレス(CIP)の役割
冷間等方圧プレス(CIP)は、ハイドロスタティックプレスとも呼ばれ、金属粉末やセラミック粉末から高インテグリティの部品を作成するための基礎的なステップです。
基本プロセス:流体による粉末の圧縮
CIPでは、粉末を含む柔軟なモールドを、通常は腐食防止剤入りの水または特殊なオイルで満たされたチャンバーに浸漬します。外部ポンプがこの流体に圧力をかけ、モールドに全方向から均一な圧力をかけます。
結果:「グリーン」部品の作成
CIPの結果は、しばしば「未焼成」または「グリーン」予備成形体と呼ばれる圧縮された固体部品です。この部品は取り扱いや機械加工に十分な機械的強度を持ちますが、まだ最終的な密度や強度には達していません。
このグリーン部品は、粉末粒子を融合させて最終的に望ましい材料特性を達成するために、その後の高温の焼結プロセスを経る必要があります。
主要な用途:ビレットからニアネットシェイプ予備成形体まで
CIPは驚くほど多用途です。さらなる加工のための単純で高インテグリティなビレットの製造や、焼結後の仕上げを最小限に抑える必要がある複雑なネットシェイプまたはニアネットシェイプ部品の作成に使用されます。このプロセスにより、最終焼成時の歪みや亀裂が非常に少なくなります。
2つの方法
このプロセスには2つの主要な方法があります:ウェットバッグ等方圧プレスとドライバッグ等方圧プレスです。工具と生産量には違いがありますが、どちらも均一な流体圧力の原理に基づいています。

熱間等方圧プレス(HIP)の力
熱間等方圧プレス(HIP)は、鋳造、焼結、または積層造形(3Dプリンティング)によってすでに成形されたコンポーネントを完璧にするために使用される革新的な仕上げプロセスです。
基本プロセス:緻密化のための熱と圧力
HIP中、コンポーネントは圧力容器内に収められた高温炉内に置かれます。チャンバーは材料の融点よりわずかに低い温度に加熱されながら、同時に極めて高い均一な圧力にさらされます。
結果:ほぼ完璧な微細構造
熱と圧力の組み合わせにより、材料内部の空隙や微細な気孔が原子レベルで潰れて溶着します。これにより気孔率が排除され、完全に緻密で均一な微細構造が作成されます。
主要な用途:鋳造品と3Dプリントの完成度向上
HIPは高性能産業にとって極めて重要です。金属鋳造品の密度向上と熱応力緩和に使用されます。積層造形部品については、層間の気孔を修復し、層の密着不良を修正するための不可欠なステップです。
その結果、延性、疲労耐性、および部品全体のインテグリティが劇的に向上します。
密度を超えて:製造ステップの統合
最新のHIPシステムは、複数の生産ステップを単一のサイクルに統合することもできます。加熱および冷却速度を注意深く制御することにより、熱処理、焼入れ、時効を組み合わせ、総生産時間を大幅に短縮できます。
核心的な違いの理解:成形 対 仕上げ
最も重要な区別は、プロセスの目的と出発材料の状態です。
出発材料:粉末 対 固体部品
CIPは、柔軟なモールド内の粉末から排他的に始まります。その目的全体は、その粉末を固体形状に圧縮することです。
HIPは、すでに固体部品から始まります。その目的は部品の形状を変えることではなく、その内部品質を向上させることです。
プロセス目標:成形 対 改善
CIPの目標は成形です。バラバラの材料から取り扱い可能な物体を作成します。
HIPの目標は改善です。優れた部品を内部の欠陥を除去することで、さらに優れたものにします。
目標に応じた適切な選択
適切なプロセスを選択するかどうかは、材料とコンポーネントで何を達成する必要があるかに完全に依存します。
- 粉末ベースから均一なコンポーネントを作成することが主な焦点である場合: 冷間等方圧プレス(CIP)から始め、焼結前に歪みの少ない高インテグリティの「グリーン」予備成形体を作成します。
- 固体部品(鋳造品や3Dプリントなど)の内部気孔率を除去し、機械的特性を最大化することが主な焦点である場合: 熱間等方圧プレス(HIP)を使用して完全な密度と優れた疲労耐性を達成します。
目標が成形なのか、それとも完成度を高めることなのかを理解することで、コンポーネントに要求される性能を提供する等方圧プレスプロセスを自信を持って選択できます。
要約表:
| プロセス | 温度 | 出発材料 | 主な目標 | 主な結果 |
|---|---|---|---|---|
| 冷間等方圧プレス(CIP) | 室温 | 粉末 | 「グリーン」部品の成形 | 焼結用の均一で取り扱い可能な予備成形体 |
| 熱間等方圧プレス(HIP) | 高温 | 固体部品(例:鋳造品、3Dプリント) | 緻密化と改善 | 優れた機械的特性を持つ完全緻密な部品 |
コンポーネントの成形または完成度の向上が必要ですか?
金属またはセラミック粉末を扱っており、冷間等方圧プレス(CIP)による高インテグリティの「グリーン」部品の作成が必要な場合でも、または鋳造品や3Dプリント部品のような固体コンポーネントがあり、熱間等方圧プレス(HIP)による緻密化と機械的特性の向上が必要な場合でも、KINTEKは研究室または生産目標をサポートするための専門知識と設備を備えています。
KINTEKは、多様な研究室のニーズに応える研究室用機器と消耗品を専門としています。 均一な圧縮、気孔率の除去、材料の疲労耐性向上のために、適切な等方圧プレスソリューションを選択するお手伝いをさせてください。
当社の専門家に今すぐお問い合わせいただき、お客様の特定の用途についてご相談の上、当社の等方圧プレスソリューションが材料性能と製造効率をどのように向上させることができるかをご確認ください。
ビジュアルガイド
関連製品
- 自動ラボ用コールドアイソスタティックプレス CIP装置 コールドアイソスタティックプレス
- 全固体電池研究用温間等方圧加圧装置(WIP)
- ラボ用等方圧プレス金型
- コールドアイソスタティックプレス用電気分割ラボコールドアイソスタティックプレスCIP装置
- 手動等方圧プレス機 CIPペレットプレス

















