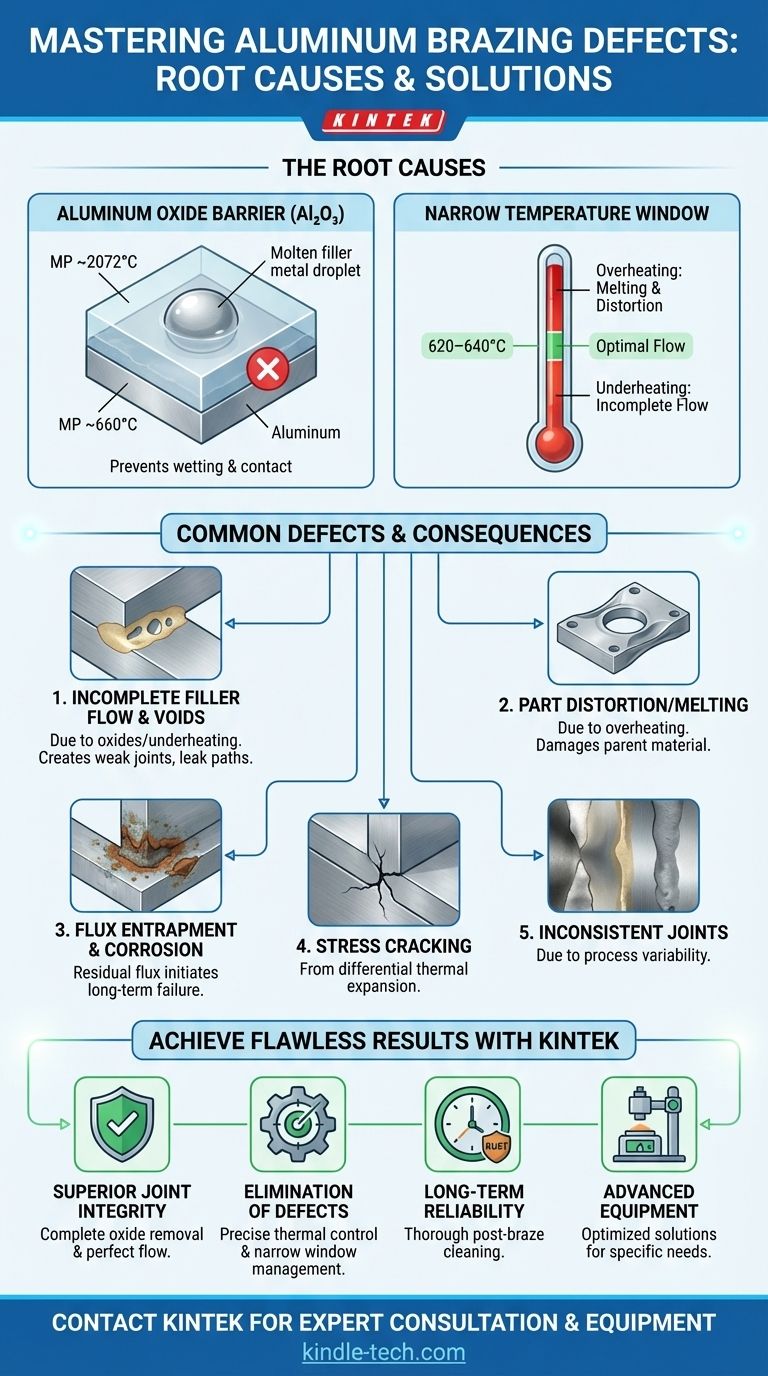
アルミニウムろう付けにおける主な欠陥は、頑固な酸化層の急速な形成と、フィラーメタルと母材アルミニウムの融点間の極めて狭い温度範囲という2つの中心的な課題から直接生じます。
この酸化層は、フィラーメタルが接合部に適切に濡れ(濡れ性)、不完全な接合や空隙が生じるのを妨げます。同時に、温度のわずかなずれでも母材が溶けるか、フィラーが活性化しないかのどちらかになり、いずれも接合部の失敗につながります。
アルミニウムろう付けの成功は、技術だけでなく、正確なプロセス制御にかかっています。根本的な課題は、アルミニウムの反応性と、ほぼすべての一般的なろう付け欠陥の根本原因であるその容赦のない熱特性を管理することです。

アルミニウムろう付け欠陥の根本原因
欠陥のトラブルシューティングや防止のためには、アルミニウムろう付けを特異的に困難にしている根本的な材料科学を理解する必要があります。最も一般的な失敗は、これらの特性の直接的な結果です。
アルミニウム酸化物(Al₂O₃)バリア
アルミニウムは非常に反応性が高く、空気中にさらされるとすぐに強固で透明な酸化アルミニウム(Al₂O₃)の層を形成します。
この酸化層の融点は約2072°C(3762°F)であり、母材アルミニウム自体の融点である約660°C(1220°F)よりもはるかに高くなっています。
ろう付けサイクル中に酸化物が溶けないため、物理的なバリアとして機能します。これにより、溶融したフィラーメタルが母材に接触して流れ広がる(濡れ性として知られる現象)のを防ぎます。これはアルミニウムろう付けにおける最大の課題です。
狭い温度処理ウィンドウ
アルミニウムろう付け合金は、母材の融点よりわずかに低い温度で溶けるように設計されており、その差はわずか20~40°Cしかないことがよくあります。
これにより、極めて狭く容赦のない処理ウィンドウが生まれます。わずかな過熱でも、母材部品が溶けたり、たわんだり、歪んだりする原因となります。
逆に、加熱不足はフィラーメタルが完全に液体になるのを妨げます。これにより、接合部の隙間を完全に満たすために必要な毛細管現象による流れが阻害されます。アセンブリ全体にわたる均一な熱分布が不可欠です。
フィラーの不完全な流れと空隙
酸化物や温度の管理に失敗した直接的な結果は、不完全な接合部です。これらの欠陥は、空隙、スキップ(未ろう付け部)、または濡れていない領域として現れます。
フィラーメタルがフラックス処理されていない酸化物の部分や冷たい箇所に当たると、その流れは停止します。接合部に引き込まれる代わりに、表面で塊になることがあります。
これらの空隙は応力集中点として機能し、接合部の機械的強度を大幅に低下させます。また、気密シールを必要とする用途では、漏れ経路となる可能性もあります。
トレードオフと複雑性の理解
中心的な課題に加えて、特に材料選択やプロセス後の信頼性に関して、他のいくつかの要因が欠陥を引き起こしたり、ろう付けプロセスを複雑にしたりする可能性があります。
熱膨張率の差
アルミニウムを銅や鋼などの別の材料にろう付けする場合、熱膨張率の違いが大きな懸念事項となります。
アセンブリがろう付け温度から冷却されると、一方の材料が他方よりも大きく、または速く収縮します。これにより、新しく形成されたろう付け接合部に大きな内部応力が発生します。
この応力は、フィラーメタルや母材に亀裂を生じさせるのに十分な強さになる可能性があり、即時的または遅延的な接合部の破損につながります。
欠陥の修理の課題
欠陥のある接合部は再ろう付けによって修理できることが多いですが、そのプロセスは部品を再加熱するほど単純ではありません。
最初のろう付けサイクル中に、フィラー合金の化学組成がわずかに変化し、それによって再融点が高くなります。
単にアセンブリを再加熱するだけでは、既存のフィラーを再流動させるには不十分な場合がほとんどです。成功する修理には、欠陥のある領域に新しいフィラー合金を追加で適用することがほぼ常に必要になります。
フラックスの閉じ込めと腐食
アルミニウム酸化物の層を分解するために、多くのろう付けプロセスでは化学フラックスが使用されます。これらのフラックスは通常、腐食性が高いです。
ろう付け後にフラックスが完全に取り除かれない場合、残留物が接合部に閉じ込められることがあります。
閉じ込められたフラックスは水分を吸収し、時間の経過とともに腐食を引き起こし、接合部の長期的な完全性と信頼性を損ないます。
成功するアルミニウムろう付けの実現
これらの課題に基づくと、プロジェクトの成功はプロセス変数を正確に制御できるかどうかにかかっています。あなたの戦略は、失敗の根本原因に直接対処するものであるべきです。
- 接合部の完全性が主な焦点である場合: 加熱前に酸化層を完全に除去するために、細心の注意を払った洗浄と、フラックス(またはフラックスフリーの真空環境)の適切な適用を優先してください。
- 部品の歪みを避けることが主な焦点である場合: 狭い処理ウィンドウ内に留まるように、校正された機器を使用した正確で均一な温度制御を導入してください。
- 長期的な信頼性が主な焦点である場合: アセンブリから腐食性のフラックス残留物をすべて除去するために、徹底的なろう付け後の洗浄プロセスを確実に実行してください。
- 異種材料をろう付けする場合: 冷却時の応力誘発亀裂を防ぐために、熱膨張率の違いを吸収できるような接合部の設計を行ってください。
アルミニウムろう付けを習得することは、材料の特性を尊重し、厳格なプロセス規律を適用することにかかっています。
要約表:
| 欠陥の種類 | 根本原因 | 主な結果 |
|---|---|---|
| アルミニウム酸化物バリア | 高融点の酸化物層(Al₂O₃)の急速な形成 | フィラーメタルの濡れ性を妨げ、不完全な接合につながる |
| フィラーの不完全な流れと空隙 | 不適切な温度制御または酸化物の除去不足 | 接合部が弱くなり、漏れ経路が発生する可能性がある |
| 部品の歪み/溶解 | 狭い20~40°Cの処理ウィンドウを超えた過熱 | 母材のアルミニウム部品が溶解または反る |
| フラックスの閉じ込めと腐食 | ろう付け後の腐食性フラックス残留物の除去失敗 | 長期的な腐食を引き起こし、接合部の完全性を損なう |
| 応力亀裂 | 異種材料をろう付けする際の熱膨張率の差 | 冷却時に即時的または遅延的な接合部の破損を引き起こす |
KINTEKで完璧なアルミニウムろう付けを実現
酸化物バリア、一貫性のない接合部、または部品の歪みに苦労していませんか?あなたの研究室の成功は、正確な熱管理とプロセス制御にかかっています。KINTEKは、アルミニウムろう付けの課題を克服するために必要な高度なラボ機器と消耗品を専門としています。
当社は以下のソリューションを提供します。
- 優れた接合部の完全性: 完全な酸化物除去と完璧なフィラーメタル流れを保証し、強力で信頼性の高い接合部を実現します。
- 欠陥の排除: 重要な狭い温度ウィンドウを維持し、母材の溶解や歪みを防ぎます。
- 長期的な信頼性: ろう付け後の徹底的な洗浄により、フラックスによる腐食を防ぎます。
当社の専門家がお客様のろう付けプロセスの最適化をお手伝いします。お客様の研究室の特定のニーズに合った適切な機器を見つけるために、今すぐKINTEKにお問い合わせください。
ビジュアルガイド