その核心において、工業用プレスの分類は、力を生成する方法(動力源)と機械の物理的構造(フレーム設計)という2つの基本的な基準に基づいています。これらの区別を理解することは非常に重要です。なぜなら、動力とフレームの各組み合わせは、速度、力、精度に関連する特定の製造課題を解決するために設計されているからです。
最も重要な区別は動力源にあります。機械式、油圧式、サーボプレスのいずれかを選択することは、生産速度、力印加の一貫性、および成形プロセス全体に対する制御の度合いの間で根本的なトレードオフを伴います。
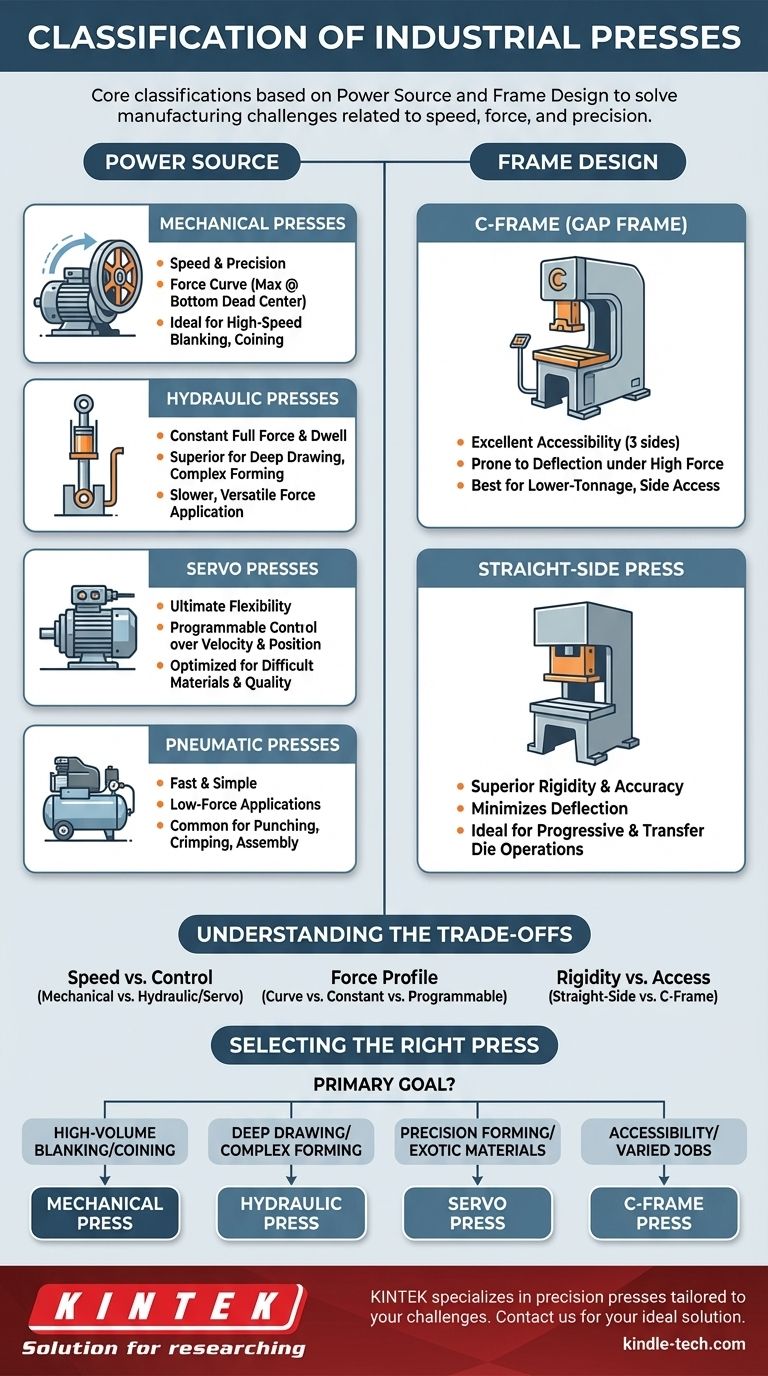
主要な分類:動力源
プレスの「エンジン」は、他のどの要因よりもその性能特性を決定します。それは、プレスがどれだけ速くサイクルできるか、ストローク全体でどのように力を印加するか、そしてオペレーターがどれだけ制御できるかを決定します。
機械式プレス:速度と精度
機械式プレスは、大型で重いフライホイールを回転させるモーターを使用して力を生成します。このフライホイールは、機械的なバッテリーのように回転エネルギーを蓄えます。
プレスが作動すると、クラッチが回転するフライホイールをクランクシャフトまたは偏心ギアに接続し、回転運動をプレスラムの垂直な直線運動に変換します。
力は一定ではありません。曲線で伝達され、下死点(BDC)として知られるストロークの最下点で最大定格トン数に達します。これにより、高速ブランキング、コイニング、および非常に短い距離で作業が行われる浅い成形作業に最適です。
油圧プレス:パワーと保持
油圧プレスは、電動ポンプによって駆動される高圧作動油を使用し、大型のピストンとシリンダーで力を生成します。このメカニズムは機械式プレスとは根本的に異なります。
主な利点は、油圧プレスがラムのストロークのどの点でも完全で一定の力を供給できることです。また、ストロークの最下点で指定された時間、全圧力をかけたまま「保持」することもできます。
これにより、油圧プレスは、深絞り、成形、および材料が流れる時間が必要な複雑な部品の成形など、持続的な圧力が必要な用途に優れた選択肢となります。一般的に機械式プレスよりも遅いですが、力の印加において遥かに汎用性があります。
サーボプレス:究極の柔軟性
サーボプレスは、機械式プレスの高速性と油圧システムの制御を組み合わせた現代の進化形です。従来のモーターとフライホイールの代わりに、高トルクのサーボモーターが駆動機構に直接接続されています。
この直接駆動により、オペレーターはストローク全体でラムの速度と位置を完全にプログラム可能に制御できます。単一サイクル内で、高速アプローチ、低速成形、高速リターンをすべてプログラムできます。
この柔軟性により、困難な材料の成形プロセスの最適化、部品品質の向上、金型摩耗の低減が可能になりますが、初期投資は高くなります。
空圧プレス:高速でシンプル
空圧プレスは油圧プレスと同じ原理で動作しますが、液体ではなく圧縮空気を使用します。動作ははるかに高速ですが、大幅に低い力の用途に限定されます。
高トン数を必要としないパンチング、圧着、組み立て作業などの軽作業に一般的に使用されます。

二次分類:フレーム設計
フレームはプレスの背骨です。その設計は機械の剛性を決定し、これは完成部品の精度に直接影響を与え、材料の積載や金型の取り付けに対するアクセス性にも影響します。
Cフレーム(ギャップフレーム):アクセス性
名前が示すように、フレームは文字「C」の形をしています。この設計により、金型領域へのアクセスが3方向から容易になり、材料の積載や工具のセットアップが簡単になります。
しかし、高負荷時には、この開いた設計は「ヨーイング」またはたわみに弱く、金型の位置合わせを損ない、部品の精度に影響を与える可能性があります。低トン数の作業や、側面からのアクセスが重要な作業に最適です。
ストレートサイドプレス:剛性と精度
ストレートサイドプレスは、2本の垂直な柱、ベッド、およびクラウンを備えた堅固なフレームを持ち、剛性の高い箱型の構造を形成します。この設計は、極端なトン数下でもたわみを最小限に抑えます。
優れた剛性により、ラムはストローク全体でベッドと平行に保たれ、より高い部品精度、より長い金型寿命、およびプログレッシブ金型およびトランスファー金型作業への適合性を実現します。トレードオフは、通常、前面と背面からのみ金型領域へのアクセスが制限されることです。
トレードオフの理解
万能に優れたプレスタイプは存在しません。選択は常に、機械の能力を特定の作業要件に合わせる問題です。
- 速度 vs. 制御:機械式プレスは速度のために作られています。油圧式およびサーボプレスは、力の印加の制御のために作られています。
- 力プロファイル:機械式プレスはストロークの最下点でしか全力を供給しません。油圧プレスはストロークのどの点でも全力を供給できます。サーボプレスはプログラム可能な力プロファイルを供給できます。
- 剛性 vs. アクセス:ストレートサイドフレームは、アクセス性を犠牲にして、精密作業のための最大の剛性を提供します。Cフレームは、剛性を犠牲にして、優れたアクセス性を提供します。
用途に合ったプレスの選択
主要な製造目標を意思決定の指針としてください。
- 大量のブランキングまたはコイニングが主な焦点である場合:機械式プレスは、最大のスループットに必要なサイクル速度を提供します。
- 深絞りまたは複雑な部品の成形が主な焦点である場合:油圧プレスは、材料が適切に流れるために必要な一定の持続的な力を提供します。
- 高強度または特殊材料の精密成形が主な焦点である場合:サーボプレスは、完璧な結果を得るためにストロークプロファイルを最適化するプログラム可能な制御を提供します。
- 多様な低トン数作業へのアクセス性が主な焦点である場合:Cフレームプレスは、迅速なセットアップと多様な用途に必要な柔軟性を提供します。
これらの主要な分類を理解することで、単なる機械ではなく、特定の目標に合った適切な製造プロセスを選択できるようになります。
要約表:
| 分類 | 主要なタイプ | 主な特徴 |
|---|---|---|
| 動力源別 | 機械式、油圧式、サーボ式、空圧式 | 速度、力制御、用途の柔軟性を決定 |
| フレーム設計別 | Cフレーム(ギャップフレーム)、ストレートサイド | 剛性、精度、金型アクセス性に影響 |
研究室や生産ラインに最適なプレス選びでお困りですか? KINTEKは、お客様独自の製造課題に合わせた精密プレスを含む、高性能な実験装置と消耗品の提供を専門としています。機械式プレスの速度、油圧システムの力制御、サーボプレスのプログラム可能な柔軟性のいずれが必要な場合でも、当社の専門家が効率、精度、スループットを向上させる理想的なソリューションの選択をお手伝いします。今すぐお問い合わせください。お客様の要件について話し合い、KINTEKがお客様の研究室および生産目標をどのようにサポートできるかを発見してください!
ビジュアルガイド
関連製品
- ラボ用加熱プレート付き自動高温加熱油圧プレス機
- 真空ボックスラボ用加熱プレート付き加熱油圧プレス機
- ラボ用加熱プレート付きマニュアル高温加熱油圧プレス機
- 単発式電気錠剤プレス機 実験用粉末打錠機 TDP打錠機
- 加熱プレート付き自動加熱油圧プレス機(ラボ用ホットプレス用)

















