その核心において、鍛造プレスは、ビレットまたはインゴットと呼ばれる金属片を2つのダイ(金型)の間で、巨大な圧縮力を使用して成形することによって機能します。溶融金属を扱う鋳造とは異なり、鍛造は材料を固体状態で塑性変形させます。この制御された圧力と変形プロセスにより、金属はダイのキャビティの形状に適合するように強制されます。
鍛造プレスの真の価値は、単に金属を成形することだけでなく、それを根本的に改善することにあります。このプロセスは、材料の内部結晶構造を洗練させ、部品の最終形状に合わせて整列させるため、比類のない強度、靭性、疲労耐性が得られます。
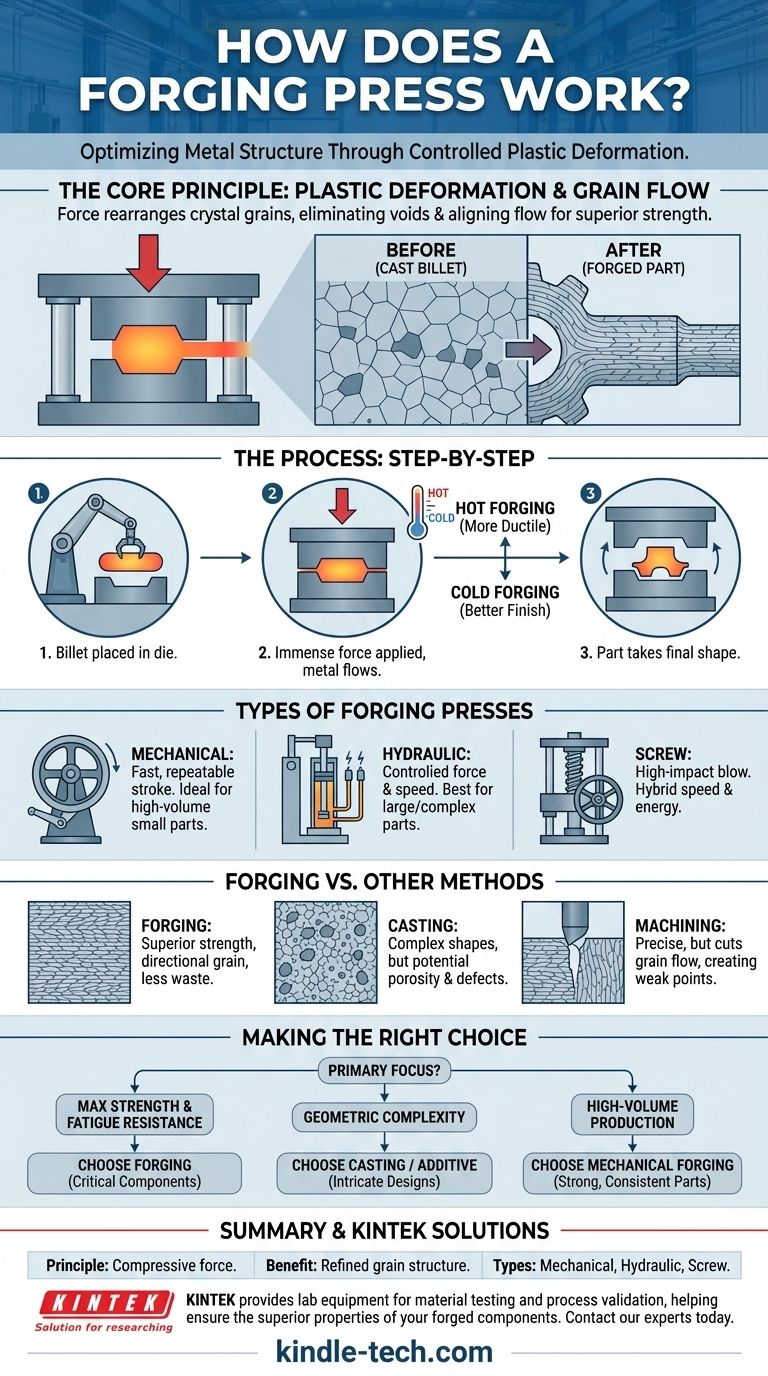
基本原理:制御された塑性変形
塑性変形とは?
塑性変形とは、加えられた力に応答して固体形状が永久的に変化することです。パン生地をこねる様子を想像してください。生地を溶かしているのではなく、材料を動かして再成形しています。
鍛造は、金属に対して微視的なレベルで同じことを行います。巨大な圧力により、金属の結晶粒が変形して伸長し、内部の空隙が排除され、結晶の流れが部品の輪郭に沿って整列します。
ダイの役割
ダイは鍛造作業の心臓部です。通常、これは2つの部分からなる金型であり、下側のダイは固定され、上側のダイはプレスの可動ラムに取り付けられています。
ビレットを下側のダイの上に置き、プレス動作によって上側のダイが非常に大きな力で押し下げられます。金属は他に移動する場所がないため、流れ込み、ダイのキャビティを満たし、最終的な形状になります。
熱間、温間、または冷間鍛造
ビレットの温度は重要な変数です。
- 熱間鍛造: ほとんどの鍛造は高温(材料の再結晶温度以上)で行われます。熱により金属の延性が大幅に向上し、より少ない力で成形しやすくなります。
- 冷間鍛造: 室温またはその近くで行われるこのプロセスは、はるかに高い力が必要ですが、優れた表面仕上げと寸法精度を持つ部品を製造し、二次的な機械加工が不要な場合が多くあります。

鍛造プレスの種類:力の比較
圧縮力を生成するために使用される方法が、プレスの種類とその理想的な用途を定義します。
機械プレス
機械プレスは、モーター駆動のフライホイールを使用してエネルギーを蓄積し、それをクランクまたは偏心シャフト機構を介してラムに伝達します。これらは、所定の連続ストロークによって定義されます。
この設計により、非常に高速で再現性が高くなるため、自動車部品や手工具などの小型から中型の部品の大量生産に最適です。
油圧プレス
油圧プレスは、作動油とピストンを使用してラムを動かします。力は、流体に圧力をかけるポンプによって生成されます。
それらの主な利点は完全な制御です。ストローク中の任意の時点で力と速度を変更できます。ラムの位置に関係なく一定の力を供給するため、航空宇宙構造物のような非常に大きな部品や、金属を深いダイキャビティにゆっくり流し込む必要がある複雑な形状に最適です。
スクリュープレス
スクリュープレスはハイブリッドアプローチを提供します。モーターが大きなフライホイールを加速し、そのフライホイールが垂直スクリューを駆動してラムを押し下げます。フライホイールからのエネルギーは、単一の高衝撃打撃で供給されます。
これは、機械プレスの速度とハンマーのエネルギーベースの鍛造の一部を組み合わせたものであり、精度と力の両方を必要とする幅広い部品に対して多用途です。
トレードオフの理解:鍛造と他の方法の比較
鍛造 vs. 鋳造
鋳造は、溶融金属を金型に流し込むことです。複雑な形状には優れていますが、冷却プロセスによりランダムな結晶構造、気孔率、内部欠陥が生じる可能性があります。
鍛造の洗練された方向性のある結晶構造は、応力や衝撃下で機械的に強く、より信頼性の高い部品を製造します。トレードオフとして、多くの場合、工具(ダイ)のコストが高くなり、幾何学的複雑性にある程度の制約が生じます。
鍛造 vs. 機械加工
機械加工は、大きなブロックから材料を削り取ることによって部品を作成します(除去加工)。このプロセスは、金属固有の結晶の流れを遮断し、潜在的に弱点を作り出します。
鍛造は、材料を所定の位置に移動させる「ニアネットシェイプ」プロセスであり、結晶の流れを維持し強化します。これにより、より強力な部品が作成されるだけでなく、材料の廃棄物も大幅に削減されます。
鍛造の限界
鍛造の主な限界は、硬化鋼ダイを作成するための初期コストが高く、アンダーカットや内部通路を持つ非常に複雑な形状の製造が難しいことです。このため、鍛造は、工具コストを多くの部品で償却できる中程度から高い生産量で最も費用対効果が高くなります。
適切な製造方法の選択
プロセスの選択は、コンポーネントの最終的な用途と要求される性能に完全に依存します。
- 主な焦点が最大の強度と疲労耐性である場合: エンジンクランクシャフト、航空機用降着装置、高圧バルブなど、故障が許されない重要なコンポーネントには、鍛造が優れた選択肢です。
- 主な焦点が少量生産またはプロトタイプ生産である場合: 鍛造の高いダイコストにより、ワンオフ部品や小バッチ部品にはCNC機械加工または鋳造の方が経済的です。
- 主な焦点が幾何学的複雑性である場合: 鋳造または積層造形(3Dプリンティング)は、単一の操作で鍛造することが不可能な複雑な設計を実現できます。
- 主な焦点が強力で一貫した部品の大量生産である場合: 機械プレスによる鍛造は、強度、速度、コスト効率の比類のないバランスを提供します。
鍛造プレスがどのように機能するかを理解することは、単に部品の形状を変えるのではなく、性能のためにその構造そのものを最適化することを理解することです。
要約表:
| 側面 | 重要な詳細 |
|---|---|
| 基本原理 | 巨大な圧縮力を用いた固体金属の塑性変形。 |
| 主な利点 | 内部結晶構造を洗練させ、部品の形状に合わせて整列させることで、優れた機械的特性を実現。 |
| 一般的な種類 | 機械プレス(高速、再現性)、油圧プレス(制御された力)、スクリュープレス(高衝撃)。 |
| 一般的な用途 | 自動車部品、航空宇宙構造物、手工具、高圧バルブ。 |
より強力なコンポーネントを鍛造する準備はできましたか?
適切な製造プロセスの選択は、製品の性能と信頼性にとって極めて重要です。KINTEKは、材料試験とプロセス開発に必要な実験装置と消耗品を提供することに特化しており、鍛造部品の優れた特性を検証するのに役立ちます。
当社のソリューションが材料科学および製造上の課題をどのようにサポートできるかについて話し合うために、今すぐお問い合わせフォームから当社の専門家にご連絡ください。お客様の用途が要求する強度と耐久性を確実に達成できるようにします。
ビジュアルガイド