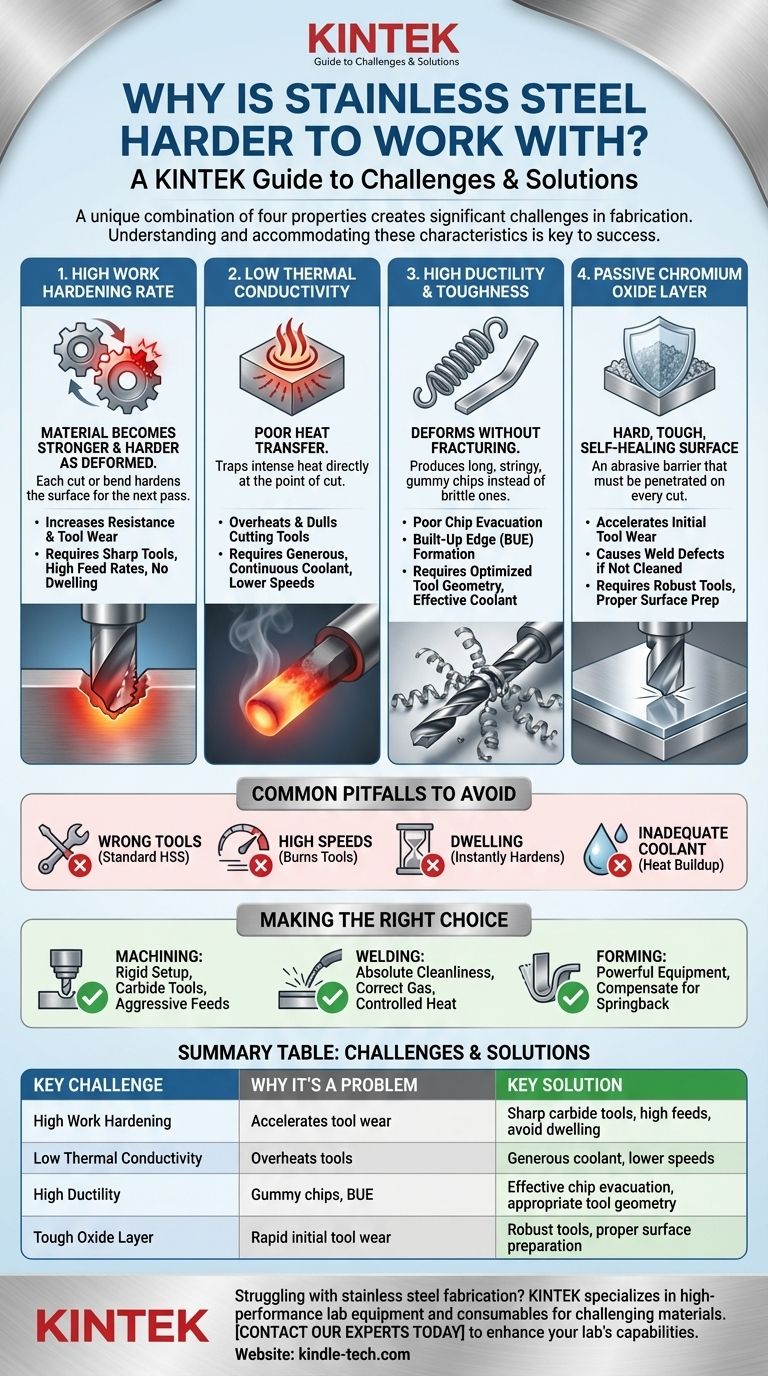
ステンレス鋼の加工が難しい根本的な理由は、高い加工硬化率、低い熱伝導率、高い延性、そして強靭で不動態の表面層という4つの特性の独自の組み合わせにあります。より寛容な炭素鋼とは異なり、ステンレス鋼は切断、成形、溶接作業に積極的に抵抗するため、特定の工具、技術、そして材料自体へのより深い理解が求められます。
ステンレス鋼を魅力的にする特性、すなわちその強度、靭性、耐食性こそが、製造中に生じる課題の直接的な原因です。効果的に加工するには、これらの固有の特性を理解し、対応することであり、それらと戦うことではありません。
課題を生み出す核となる特性
ステンレス鋼がなぜ難しいのかを理解するには、その基本的な冶金学的特性を見る必要があります。それぞれの特性が、加工業者にとって特定の課題を生み出します。
高い加工硬化率
加工硬化、またはひずみ硬化とは、金属が塑性変形するにつれてより強く、より硬くなる現象です。
ステンレス鋼、特に304や316のようなオーステナイト系グレードは、非常に高い加工硬化率を持っています。
これは、材料を切断、穴あけ、または曲げるという行為そのものが、作業している表面を瞬時に著しく硬くすることを意味します。工具の次のパスは、直前よりも硬くなった材料を切削しなければならず、抵抗の増加と工具摩耗の悪循環につながります。
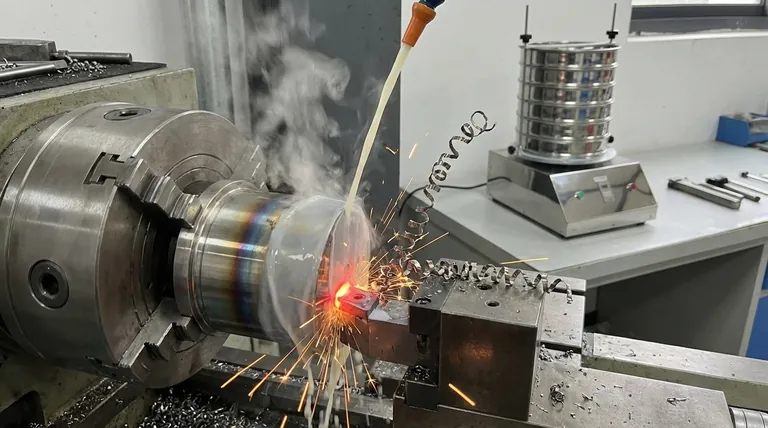
低い熱伝導率
熱伝導率とは、材料が熱をどれだけよく伝えるかを示す尺度です。
炭素鋼のようなほとんどの鋼は比較的良好な導体であり、切削によって発生する強い熱がワークピース本体や切りくずの中に放散されます。
ステンレス鋼は熱伝導率が低いです。熱を切削点に直接閉じ込めます。この極端な熱の集中はワークピースを軟化させるのではなく、切削工具の刃先を過熱させ、工具の急速な摩耗、変形、さらには溶融につながります。
高い延性と靭性
延性とは、材料が破断せずに変形する能力です。これによりステンレス鋼は強靭で衝撃に強いですが、機械加工においては問題を引き起こします。
きれいに折れる脆い切りくずを形成する代わりに、ステンレス鋼の高い延性は長く、ねばねばした、粘着性の切りくずを生成します。
これらの切りくずは容易に排出されず、しばしば工具やワークピースに絡みつきます。これは表面仕上げを損なう可能性があり、より重要なことに、「構成刃先」(BUE)の形成につながります。これは、ワークピースの小さな破片が工具の先端に溶接され、その切削形状と有効性を損なう現象です。
不動態クロム酸化膜
鋼の「ステンレス」品質は、空気と接触したときにその表面に形成される、微細で薄く透明なクロム酸化物の層から来ています。
この不動態層は非常に硬く、強靭で、自己修復性があります。優れた耐食性を提供しますが、最初の切削ごとに貫通しなければならない研磨バリアとして機能します。
これにより、切削工具の刃先に初期の加速摩耗が生じます。溶接では、この同じ酸化膜が適切に清掃およびシールドされていない場合、溶融溶融池に閉じ込められ、最終的な接合部に欠陥や弱点を引き起こす可能性があります。
避けるべき一般的な落とし穴
ステンレス鋼の独自の特性は、炭素鋼に使用される技術がしばしば失敗につながることを意味します。成功のためには、一般的な間違いを避けることが重要です。
間違った工具、速度、または送りを使用する
標準的な高速度鋼(HSS)工具は長持ちしません。コバルトHSSまたは超硬合金のような、より硬く、より耐熱性のある材料で作られた工具を使用する必要があります。
さらに、軟鋼に典型的な高速で機械を稼働させると、ステンレス鋼の低い熱伝導率のために工具が瞬時に焼けてしまいます。正しいアプローチは、低い周速と高い一定の送り速度を組み合わせることです。
切削中の「滞留」
滞留とは、切削工具が材料を積極的に除去せずに一箇所で回転することです。
ステンレス鋼の場合、ほんの一瞬でも滞留すると、途方もない摩擦と熱が発生し、表面が瞬時に加工硬化して、ほとんど機械加工不可能になる可能性があります。原則は、ためらうことなく、入り込み、切削し、そして離れることです。
不十分なクーラント
材料が熱を放散できないことを考えると、高品質のクーラントを豊富かつ継続的に供給することはオプションではなく、不可欠です。
クーラントには2つの機能があります。それは、工具とワークピースの界面から熱を奪い、工具の寿命を延ばすことと、切りくずの排出を助け、ねばねばした切りくずが損傷を引き起こすのを防ぐことです。
特定のグレードを無視する
すべてのステンレス鋼が同じではありません。303や416の「快削」グレードは、標準的な304や高温用の310グレードよりもはるかに加工が容易です。
すべてのステンレス鋼を単一の材料として扱うことは、フラストレーションの元です。常に特定のグレードを特定し、その機械加工または溶接ガイドラインを参照してください。
目標に合った適切な選択をする
ステンレス鋼での成功は、その困難な特性に直接対抗する戦略を選択することから生まれます。
- 機械加工が主な焦点の場合:非常に剛性の高いセットアップ、鋭利な超硬またはコバルト工具、低速、積極的な送り速度、および大量のクーラントを使用して、熱を管理し、加工硬化を防ぎます。
- 溶接が主な焦点の場合:酸化膜を除去するために絶対的な清浄度を確保し、適切なシールドガス(多くの場合トリミックス)を使用し、反りや歪みを最小限に抑えるために熱入力を慎重に制御します。
- 成形が主な焦点の場合:高い初期強度を克服するために強力な装置を使用し、大きなスプリングバックを補償するために材料を過剰に曲げるようにしてください。
最終的に、ステンレス鋼をマスターすることは、その性質と戦うことではなく、適切な知識、工具、技術でそれを尊重することです。
要約表:
| 主な課題 | それが問題である理由 | 主な解決策 |
|---|---|---|
| 高い加工硬化率 | 切削ごとに材料が硬くなり、工具摩耗が加速する。 | 鋭利な超硬工具を使用し、高い送り速度で、滞留を避ける。 |
| 低い熱伝導率 | 熱が切削部に集中し、工具が急速に過熱する。 | 十分なクーラントを適用し、低い切削速度を使用する。 |
| 高い延性 | 粘着性のある、ねばねばした切りくずを生成し、ワークピースを損傷する可能性がある。 | 効果的な切りくず排出を確保し、適切な工具形状を使用する。 |
| 強靭な酸化膜 | 硬い表面層が初期の工具摩耗を急速に引き起こす。 | 堅牢な工具材料を使用し、適切な表面処理を確保する。 |
ステンレス鋼の加工にお困りですか? KINTEKは、ステンレス鋼のような難しい材料向けに調整された高性能ラボ機器と消耗品の提供を専門としています。当社の専門知識により、正確で効率的な結果を達成するための適切なツールとサポートを確実に得られます。今すぐ専門家にお問い合わせください。当社のソリューションがお客様のラボの能力をどのように向上させ、ワークフローを合理化できるかをご覧ください。
ビジュアルガイド