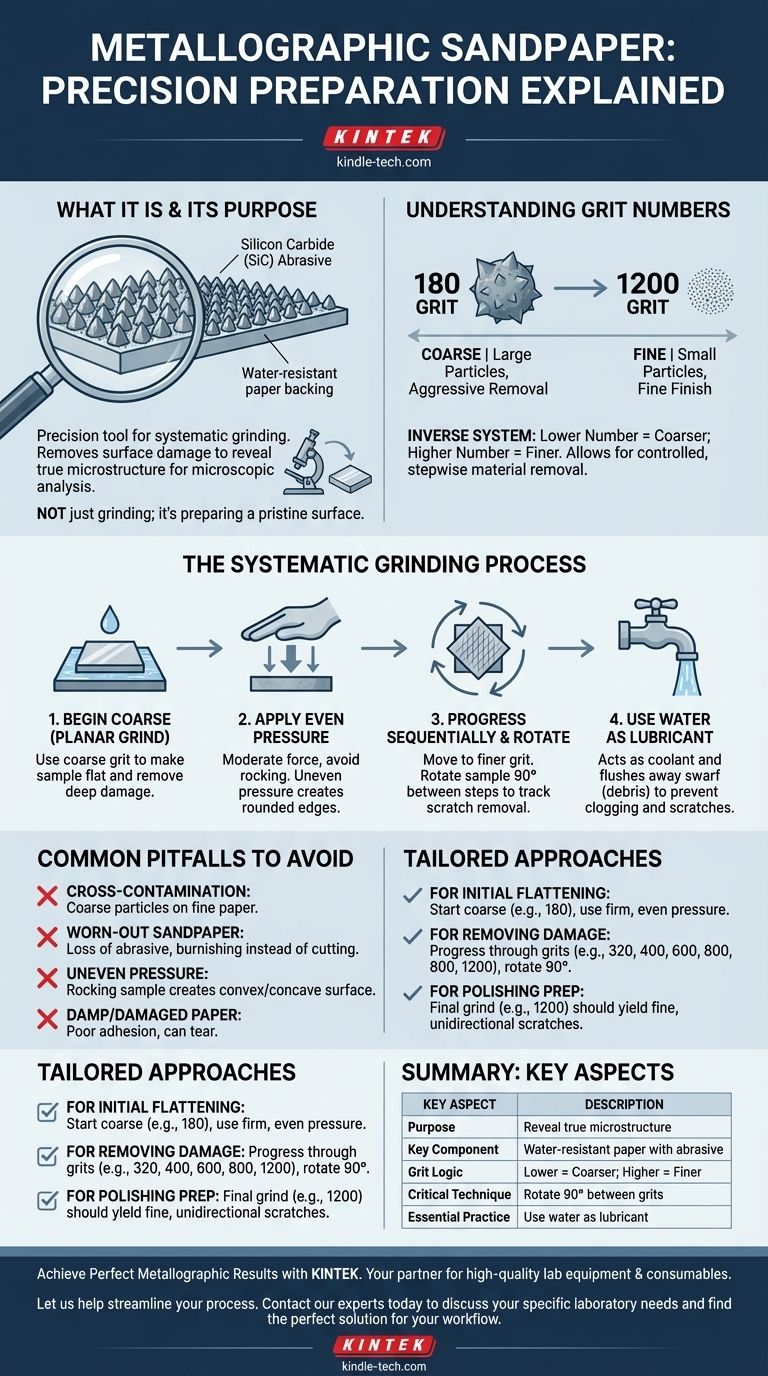
本質的に、冶金サンドペーパーは、顕微鏡分析の準備のために材料サンプルを体系的に研削するために設計された精密ツールです。これは、耐水性の紙の裏打ちに、特定のサイズの研磨粒子(最も一般的には炭化ケイ素(SiC))がコーティングされており、段階的に使用して表面の損傷を除去し、平坦で滑らかな仕上げを実現します。
冶金サンドペーパーを使用する真の目的は、単にサンプルを研削することではなく、切断またはセクショニングによる変形層を体系的に除去し、材料の真の内部微細構造を明らかにするための清浄な表面を準備することです。
材料分析における研削の役割
冶金作製は多段階のプロセスであり、研削はその後のすべてのステップ(研磨およびエッチング)が構築される重要な基盤となります。不適切に実行された研削段階は、後で修正することはできません。
冶金サンドペーパーを定義するもの
このツール自体は、耐水性の紙ベースと、厳密に等級分けされた研磨材という2つの主要な要素で構成されています。炭化ケイ素は、その硬度と鋭い切削エッジにより、材料を効率的に除去するため、標準的な選択肢となります。
番手(Grit Number)の理解
サンドペーパーの粗さは、その番手(grit number)によって定義されます。このシステムは逆です。番手が低い(例:180、240)ほど、研磨粒子が大きく、より攻撃的であることを示し、一方、番手が高い(例:800、1200)ほど、はるかに細かい粒子であることを示します。
この範囲により、粗いものから始めて細かいもので終わる、制御された段階的な材料除去プロセスが可能になります。

体系的な研削プロセス
冶金研削の成功は、一貫性があり再現性のある技術にかかっています。目標は、次のより細かい研磨材で、前のステップの損傷を除去することです。
粗い番手から始める
最初のステップは、しばしば平面研削と呼ばれ、サンプルを完全に平坦にし、セクショニングや切断による深い損傷を除去するために、粗い番手を使用します。
均一で適度な圧力をかける
力はサンプル全体に均等に加える必要があります。強く押しすぎると、深い新しい傷や表面下の変形が発生し、後の段階で除去するのが困難になります。
番手を順次進める
最初の平面研削の後、次のより細かい番手に進みます。重要なテクニックは、番手を変更するたびにサンプルを90度回転させることです。これにより、前の、より粗いステップによる傷が見やすくなります。以前の傷がすべてなくなり、新しい、より細かいパターンだけが残るまで研削を続けます。
水を潤滑剤として使用する
研削はほぼ常時湿潤状態で行われます。サンドペーパー上に水を一定に流すことは、潤滑剤および冷却剤として機能し、最も重要なこととして、切り粉(除去された材料と研磨材の破片)を洗い流し、紙が詰まったりサンプルに傷をつけたりするのを防ぎます。
避けるべき一般的な落とし穴
研削中に犯された間違いは、不適切な冶金結果の最も一般的な原因です。これらの落とし穴を理解することは、正確な分析を達成するために不可欠です。
番手の交差汚染
粗い番手の粒子が細かい番手の紙を汚染することは決してあってはなりません。1200番の紙の上にある単一の240番の粒子が、仕上げを台無しにする深い、異常な傷を引き起こします。各ステップの間で、サンプルと手を徹底的に洗浄し、別々の領域を使用してください。
使い古したサンドペーパーの使用
サンドペーパーは、切削能力を失ったら交換する必要があります。研磨材の著しい損失によって識別される摩耗した紙は、材料を切削するのではなく、研磨またはこすりつけ、除去するのではなく変形を引き起こします。
不均一な圧力の結果
サンプルを揺らすなどして圧力を不均一にかけると、エッジが丸くなり、凸面または凹面が生成されます。これにより、顕微鏡下でサンプル全体に焦点を合わせることが不可能になります。
湿った紙や損傷した紙の使用
研削盤にセットする前に紙が湿っていると、適切に密着せず、破れる可能性があります。開始する前に、必ず紙が平らで乾燥していることを確認してください。
目的に合った選択をする
アプローチは、現在行っている作製の特定の段階に合わせて調整する必要があります。
- 主な焦点が初期の平坦化である場合:粗い番手(例:180または240)から始め、表面全体が均一になるまで、しっかりとした均一な圧力をかけます。
- 主な焦点が損傷の除去である場合:各番手(例:320、400、600、800、1200)を体系的に進め、90度回転のテクニックを使用して、以前のすべての傷が除去されていることを確認します。
- 主な焦点が研磨の準備である場合:最後の研削ステップ(例:1200番)では、非常に細かい一方向の傷のみを持つ表面になり、完璧な最終研磨の準備が整います。
この基礎的な研削プロセスを習得することが、材料の内部に隠された真実で明確な物語を明らかにするための最も重要なステップです。
概要表:
| 主要な側面 | 説明 |
|---|---|
| 目的 | 表面の損傷を体系的に除去し、材料の真の微細構造を明らかにする。 |
| 主要構成要素 | 研磨粒子(例:炭化ケイ素)でコーティングされた耐水性の紙。 |
| 番手の論理 | 番手が低い=粗い番手。番手が高い=細かい番手。 |
| 重要なテクニック | 番手を変更するたびにサンプルを90度回転させ、傷の除去を追跡する。 |
| 不可欠な実践 | 常に水を潤滑剤および冷却剤として使用し、破片を洗い流す。 |
毎回完璧な冶金結果を達成する
サンプル作製の習熟は、正確な材料分析にとって極めて重要です。適切なツールと消耗品がすべてを決定します。KINTEKは、高品質の実験装置と消耗品、特に精密冶金サンドペーパーや研削用品に特化しており、お客様の研究所が最高の効率で稼働し、信頼できるデータを提供することを保証します。
プロセスを合理化するお手伝いをさせてください。当社の専門家に今すぐお問い合わせいただき、お客様固有の研究所のニーズについてご相談の上、ワークフローに最適なソリューションを見つけてください。
ビジュアルガイド
関連製品
- カーボン紙、布、隔膜、銅箔、アルミ箔などの専門的な切断工具
- 電気化学実験用電極研磨材
- 炭化ケイ素(SiC)セラミックシート 耐摩耗性エンジニアリング 高性能ファインセラミックス
- 実験用スクエアラボプレス金型
- ラボ用CVDホウ素ドープダイヤモンド材料



















