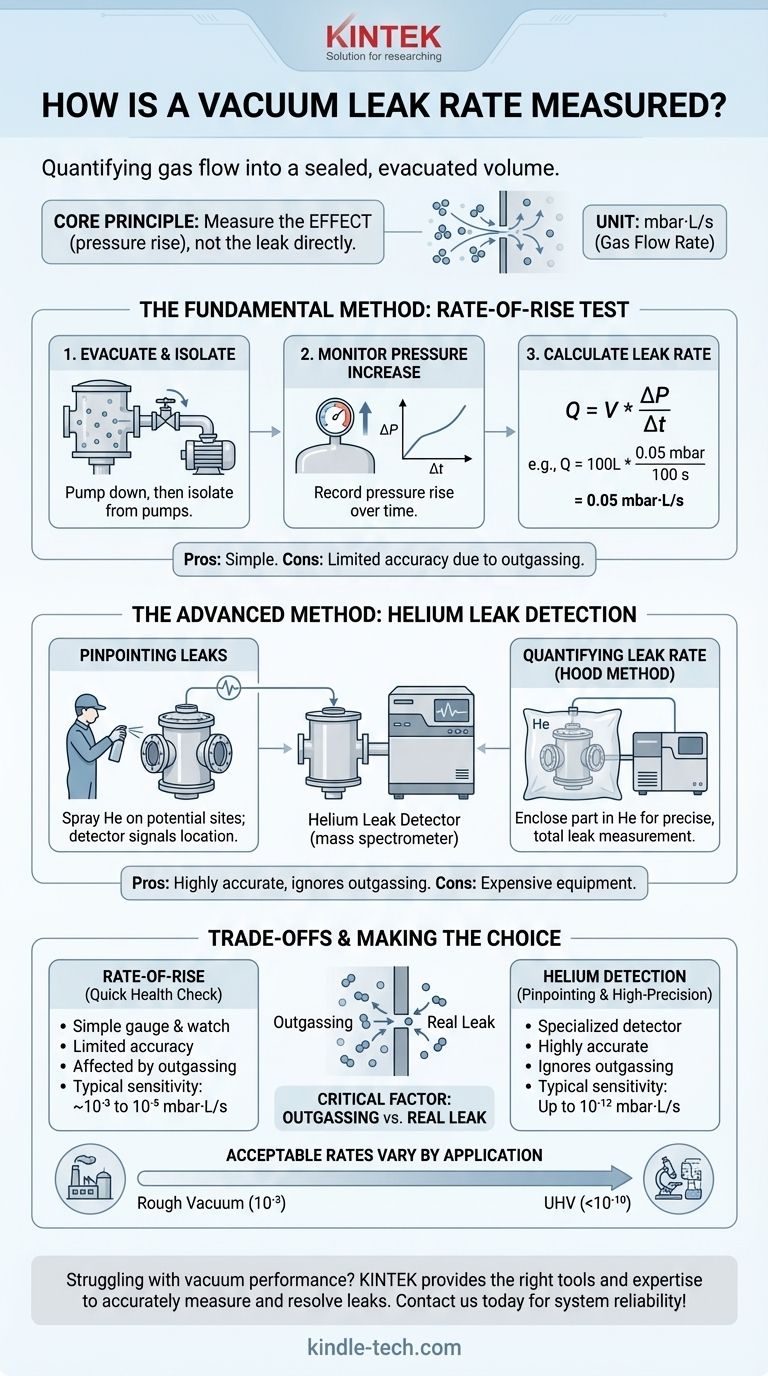
簡単に言うと、真空漏れ率は、密閉された排気済み空間に特定の期間に流入するガスの量を定量化することによって測定されます。これは通常、ミリバール・リットル毎秒(mbar·L/s)のような圧力-体積毎時間の単位で表され、システムに流入する特定の量のガス分子を示します。
中心となる原理は、漏れを直接測定するのではなく、その影響を測定することです。真空チャンバーをポンプから隔離し、圧力がどれだけ速く上昇するかを監視することで、システムにガスが流入する速度を計算できます。
基本的な方法:上昇率テスト
システムの総漏れ率を測定する最も一般的で直接的な方法は、上昇率(または圧力上昇)テストです。これは、シンプルで強力な原理に基づいています。
ステップ1:排気と隔離
まず、真空チャンバーは目標作動圧力よりも大幅に低い圧力まで排気されます。この基本圧力に達したら、メインバルブを閉じることでチャンバーは真空ポンプから完全に隔離されます。
ステップ2:圧力上昇の監視
ポンプが隔離されている状態で、漏れを通じてチャンバーにガスが流入すると、内部圧力が上昇します。圧力計を使用して、測定された時間内のこの圧力上昇を記録します。
ステップ3:漏れ率の計算
漏れ率(Q)は、チャンバーの既知の内部容積(V)と測定された圧力変化率(ΔP/Δt)を使用して計算されます。
式は次のとおりです:Q = V * (ΔP / Δt)
例えば、100リットルのチャンバーの圧力が100秒間に0.05 mbar上昇した場合、漏れ率は次のように計算されます。 Q = 100 L * (0.05 mbar / 100 s) = 0.05 mbar·L/s
単位の説明:mbar·L/s
この単位は抽象的に感じるかもしれませんが、ガスの物理量を表しています。理想気体の法則(PV=nRT)に基づくと、「圧力×体積」(mbar·L)という項はガス分子の数に比例します。したがって、mbar·L/sはシステムへのガス分子の流量を定量化します。
高度な方法:ヘリウム漏れ検出
上昇率テストは総漏れ率を測定しますが、漏れの位置を特定する役には立ちません。このため、また非常に小さな漏れを測定するためには、ヘリウム漏れ検出器が業界標準です。
仕組み
ヘリウム漏れ検出器は、ヘリウム原子に非常に敏感に調整された特殊な質量分析計です。検出器は真空システムに取り付けられ、システムは真空状態に保たれます。
漏れの位置の特定
オペレーターは、溶接部、フランジ、シールなどの潜在的な漏れ箇所をターゲットにして、真空チャンバーの外部に少量のヘリウムガスを噴霧します。ヘリウムが漏れを通じてシステムに侵入すると、検出器に到達し、信号が登録されて漏れの位置が特定されます。
漏れ率の定量化
正確な漏れ率を測定するには、テスト対象の部品を既知濃度のヘリウムで満たされたバッグまたはエンクロージャー(「フード」法)の中に入れます。真空システム内で検出されたヘリウムの量を時間とともに測定することで、非常に正確で定量化可能な漏れ率が得られます。
トレードオフと落とし穴の理解
漏れ率の測定には課題がないわけではありません。選択する測定方法は、必要な精度と評価するシステムのタイプによって異なります。
アウトガスの問題
上昇率テストの主要な問題はアウトガスです。これは、チャンバーの内部表面に閉じ込められた分子が真空中に放出されるプロセスであり、これも圧力上昇を引き起こします。この影響は、実際の雰囲気漏れと間違えられやすく、漏れ率の過大評価につながる可能性があります。
精度 vs. 簡便性
上昇率テストはシンプルで、圧力計と時計しか必要としませんが、その精度は限られています。特に、アウトガスが支配的な要因となる非常にクリーンな高真空システムでは顕著です。
ヘリウムの精度
ヘリウム漏れ検出器は、アウトガス(主に水蒸気、窒素など)を無視し、トレーサーガスのみを測定するため、はるかに正確です。ただし、これには高価な特殊な機器が必要です。
「許容可能な」漏れ率とは?
許容可能な漏れ率は、用途によって全く異なります。粗真空を扱うシステムでは10⁻³ mbar·L/sの漏れが許容されるかもしれませんが、超高真空(UHV)で動作するハイエンドの研究システムでは、総漏れ率が10⁻¹⁰ mbar·L/sを下回る必要がある場合があります。
目標に合った適切な選択をする
測定戦略は、システムの要件と一致している必要があります。
- 粗真空または中真空システムの迅速な健全性チェックが主な焦点である場合:上昇率テストは、重大な漏れが性能を損なっているかどうかを判断するのに十分です。
- 修理のために漏れの位置を特定することが主な焦点である場合:「スニッファー」モードで使用されるヘリウム漏れ検出器が最も効果的で不可欠なツールです。
- 高真空または超高真空用の部品を認定することが主な焦点である場合:定量的ヘリウム漏れテスト(フード法など)は、部品が厳格な性能基準を満たしていることを証明するために必要です。
真空漏れを適切に測定する方法を理解することは、問題を診断し、安定した高性能の真空システムを実現するための第一歩です。

要約表:
| 方法 | 主な用途 | 主な利点 | 代表的な感度 (mbar·L/s) |
|---|---|---|---|
| 上昇率テスト | システムの迅速な健全性チェック | シンプル、圧力計のみ必要 | ~10⁻³ ~ 10⁻⁵ |
| ヘリウム漏れ検出 | 漏れの特定と高精度測定 | 高精度、アウトガスを無視 | 最大 10⁻¹² |
真空システムの性能でお困りですか?不安定な圧力や汚染は、実験やプロセスを台無しにする可能性があります。KINTEKは実験装置と消耗品を専門とし、真空漏れを正確に測定し解決するための適切なツールと専門知識を提供します。当社のソリューションは、お客様のラボが要求する正確な真空完全性を達成し維持するのに役立ちます。特定のアプリケーションについて話し合い、システムの信頼性を確保するために、今すぐお問い合わせください (#ContactForm)!
ビジュアルガイド