アルゴンはほとんどの溶接用途における標準的なシールドガスです。主な理由は、ヘリウムよりも大幅に安価であり、より安定した、許容度の高い溶接アークを生成するためです。このコスト効率と使いやすさの組み合わせにより、広範なTIG(GTAW)溶接作業においてヘリウムよりもデフォルトの選択肢となっています。
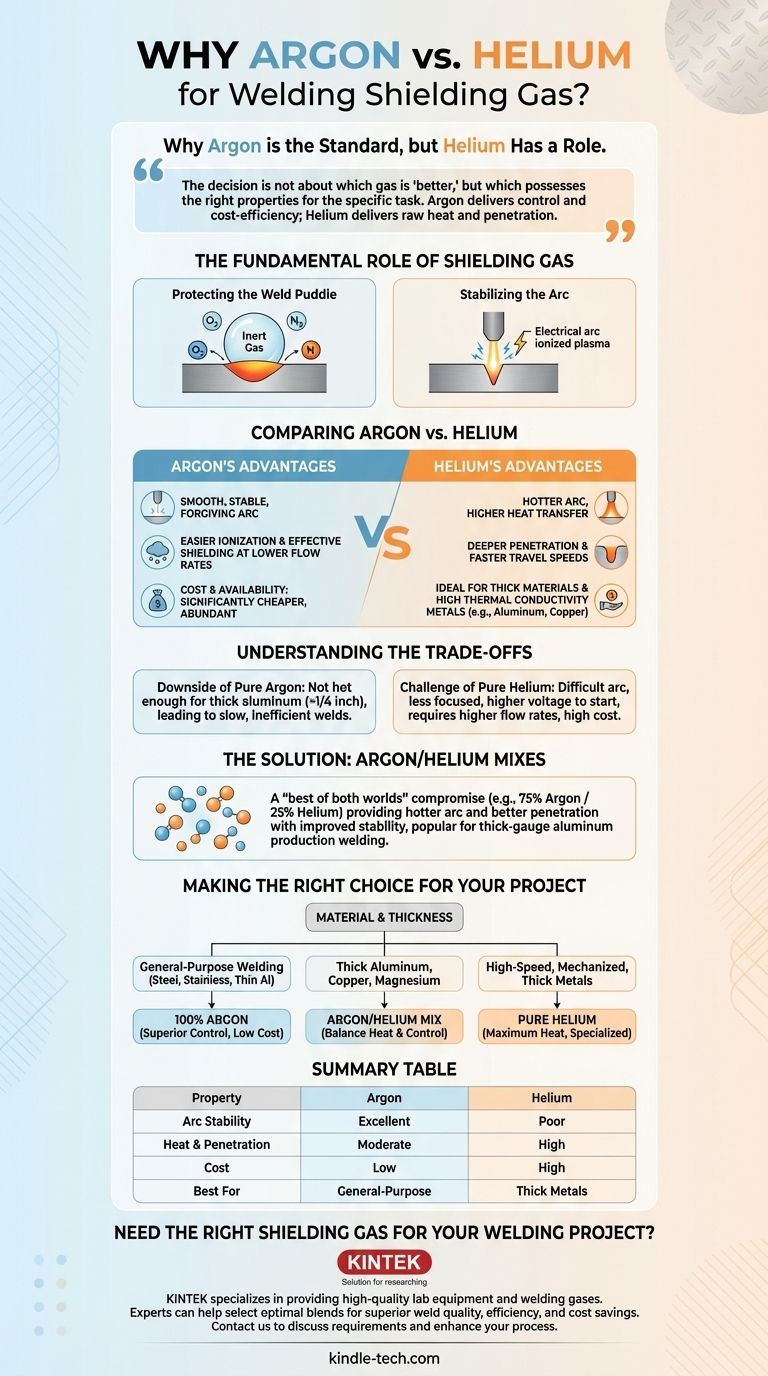
アルゴンとヘリウムの選択は、どちらのガスが普遍的に「優れているか」ではなく、特定の作業に対してどちらが適切な物理的特性を持っているかにかかっています。アルゴンは制御性とコスト効率を提供し、ヘリウムはより要求の厳しい用途に対して純粋な熱と溶け込みを提供します。
シールドガスの基本的な役割
選択を理解するためには、まずシールドガスがTIG溶接プロセスで果たす2つの重要な機能を確認する必要があります。
溶融池の保護
シールドガスの主な役割は、周囲の大気を排除することです。溶融した溶融池の周りに不活性なバブルを作り出し、酸素、窒素、水蒸気から保護します。これらは、気孔や脆化などの深刻な欠陥を引き起こす可能性があります。
アークの安定化
ガスはまた、電気アークの媒体としても機能します。溶接機からの高電圧がガスをイオン化し、タングステン電極と被溶接物との間で電流を伝導するプラズマに変換します。このプラズマの特性は、アークの安定性、熱、全体的な特性に直接影響を与えます。

アルゴンとヘリウムの比較
アルゴンとヘリウムの明確な物理的特性が、シールドガスとしての性能を決定します。
アークの安定性と制御(アルゴンの利点)
アルゴンはヘリウムよりもイオン化されやすいです。この低いイオン化電位は、溶接アークを開始し維持するために必要な電圧が少ないことを意味します。
その結果、驚くほどスムーズで安定し、集束されたアークが得られ、電極と被溶接物との距離(アーク長)の変化に対する感度が低くなります。この許容度は、完璧に安定した手を維持することが難しい手動溶接において非常に貴重です。
さらに、アルゴンはヘリウムよりも約10倍重いです。この密度により、より低い流量で効果的なシールドを提供でき、運用コストをさらに削減できます。
熱と溶け込み(ヘリウムの利点)
ヘリウムはアルゴンよりも熱伝導率がはるかに高いです。プラズマにイオン化されると、熱をはるかに効率的に伝達します。
これにより、著しく高温のアークが生成され、これはアルミニウムや銅など、熱を溶接部から急速に奪う厚い材料を溶接する際に大きな利点となります。より高温のアークは、より深い溶け込みと速い移動速度を可能にします。
コストと入手可能性(アルゴンの決定的な勝利)
アルゴンは地球の大気中に3番目に多く存在するガスであり、空気分離によって比較的簡単かつ安価に製造できます。
対照的に、ヘリウムは天然ガス鉱床から採掘される有限の資源です。はるかに希少であり、結果として劇的に高価です。このコスト差は、生産環境におけるガスの選択において、しばしば最も重要な単一の要因となります。
トレードオフの理解
どちらのガスもすべての状況に完璧ではありません。適切なガスを選択するには、それらの長所と短所をバランスさせる必要があります。
純粋なアルゴンの欠点
安定していて制御しやすい一方で、アルゴンアークは非常に厚いアルミニウム(1/4インチ超)の溶接には十分な熱量を持たない場合があります。これは、遅く非効率的な作業や、必要な融合と溶け込みを欠いた溶接につながる可能性があります。
純粋なヘリウムの課題
ヘリウムの主な欠点は、その扱いにくいアーク特性です。アークは集束性が低く、長さに敏感であるため、手動での制御が困難になります。また、開始に高い電圧が必要であり、一部の電源では問題となる可能性があります。その低い密度は、適切なシールドのために高いガス流量が必要であることを意味し、すでに高いコストをさらに増大させます。
解決策:アルゴン/ヘリウム混合ガス
多くの要求の厳しい用途では、最良の解決策はブレンドです。アルゴンにヘリウムを加えること(例:アルゴン75%/ヘリウム25%混合)は、「両方の長所を兼ね備えた」妥協点を提供します。
純粋なアルゴンよりも高温のアークと優れた溶け込みを得ながら、純粋なヘリウムが欠いているアークの安定性と制御の多くを維持できます。これにより、ブレンドガスは厚物ゲージのアルミニウムの生産溶接において人気のある選択肢となっています。
プロジェクトに最適な選択をする
あなたの材料、厚さ、溶接目標がシールドガスの選択を決定すべきです。
- 鋼、ステンレス鋼、または薄いアルミニウムの汎用溶接が主な焦点である場合: 100%アルゴンは、その優れた制御性、アーク安定性、低コストにより最良の選択です。
- 厚いアルミニウム、銅、またはマグネシウムの溶接が主な焦点である場合: 優れた熱入力を維持しつつ良好なアーク制御を達成するために、アルゴン/ヘリウム混合ガス(通常ヘリウム25〜75%)が理想的です。
- 厚い熱伝導性金属の高速機械溶接が主な焦点である場合: 純粋なヘリウムは、最大の熱と移動速度のために正当化されるかもしれませんが、これはプロセスの制御が最も重要となる特殊な用途です。
これらの特性を理解することで、単にチャートに従うことから、高品質の溶接のために適切なシールドガスを戦略的に選択することへと進むことができます。
要約表:
| 特性 | アルゴン | ヘリウム |
|---|---|---|
| アーク安定性 | 優れている(イオン化しやすい) | 劣る(アーク長に敏感) |
| 熱と溶け込み | 中程度 | 高い(厚物金属に最適) |
| コスト | 低い(豊富) | 高い(有限な資源) |
| 最適用途 | 汎用溶接(鋼、薄いアルミニウム) | 厚いアルミニウム、銅、高速溶接 |
溶接プロジェクトに最適なシールドガスが必要ですか?
KINTEKは、お客様の特定のニーズに合わせて調整された溶接ガスや消耗品を含む、高品質のラボ機器および消耗品の提供を専門としています。鋼、アルミニウム、その他の金属を扱っているかどうかにかかわらず、当社の専門家が優れた溶接品質、効率、コスト削減のために最適なガスブレンドを選択するお手伝いをします。
お客様の要件について今すぐお問い合わせいただき、KINTEKがお客様の溶接プロセスを向上させるお手伝いをさせてください!
ビジュアルガイド