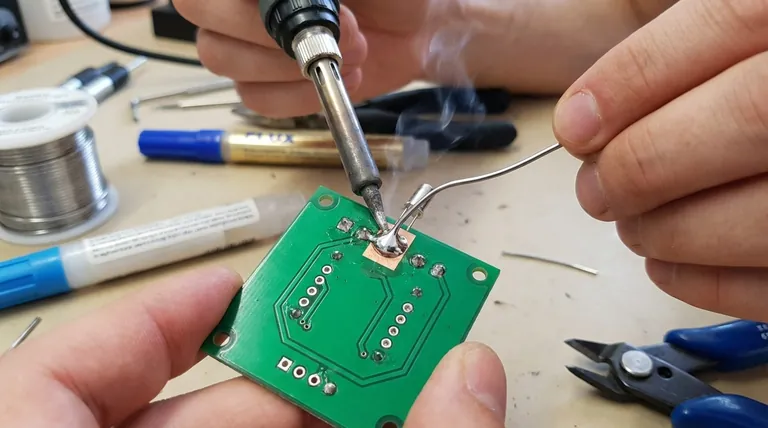
はんだ付けにおける最も重要なルールは、はんだそのものではなく、接続部を熱することです。この原則は、強力で信頼性が高く、導電性のある電気的接合部を作成するための基礎となります。はんだごてを部品のリードと銅パッドに同時に当てることで、はんだが毛細管現象によって加熱された接合部に流れ込み、適切な金属学的結合を形成させることができます。
はんだ付けの目的は、単にはんだを部品に溶かしつけることではなく、単一の統合された電気的および機械的接続を作成することです。「はんだではなく接合部を熱する」というルールは、この結合が実際に形成されることを保証し、電子機器の故障の最も一般的な原因を防ぐための基本的なテクニックです。
「接合部を熱する」ことが鉄則である理由
はんだがどのように機能するかという物理学を理解することが、このテクニックを習得する鍵となります。はんだごては、はんだを塗るための絵筆ではなく、熱を管理するためのツールです。
濡れ(ウェット)と はんだの流れの物理学
はんだは熱に引き寄せられます。この濡れ(ウェット)と呼ばれるプロセスは、溶融したはんだ合金が部品のリードと回路基板のパッドの金属と化学的に結合する状態を指します。
適切な濡れが発生するためには、両方の表面がはんだの融点に達する必要があります。
はんだをはんだごてに当て、単に冷たい接続部に「垂らす」だけでは、結合せずに固まってしまいます。これは、表面にボールが乗っているように見える、脆く信頼性の低い接続になります。
良好なはんだ接合部の見分け方
まず接続部を加熱することによって形成された正しいはんだ接合部は、見分けるのが簡単です。それは光沢があり滑らかになります。
はんだは、回路基板のパッドから部品のリードに向かって上る小さな坂道のような、凹状のフィレット(盛り上がり)を形成します。この形状は、はんだが両方の表面を濡らし、接合部に引き込まれたことを示しています。
不良なはんだ接合部の構造
鉄則を破った直接的な結果として生じる不良な接合部は、コールドジョイント(冷えはんだ)と呼ばれ、くすんでいて、でこぼこしているか、凸状(ボール状)に見えます。
これらの接合部は機械的に弱く、電気的にも不良です。これらは、ある瞬間は機能し、次の瞬間には故障するなど、診断が非常に困難な間欠的な接続を引き起こすことがよくあります。
完璧なはんだ接合部の三つの柱
接合部を加熱することが最重要ルールですが、それに付随する他の二つの重要な原則があります。これらすべてを習得することで、プロフェッショナルで再現性の高い結果が得られます。
柱 1:清浄度は譲れない
金属表面、特に銅は、空気にさらされるとすぐに酸化します。この薄い酸化膜は絶縁体として機能し、はんだが表面を濡らすのを妨げます。
はんだフラックスは、加熱されるとこの酸化物を除去する化学洗浄剤です。ほとんどのエレクトロニクス用はんだにはフラックスの芯が含まれていますが、加熱前に接合部に少量の追加フラックスを塗布することで、結果が劇的に改善します。
柱 2:適切な熱の適用
これは鉄則の実行です。プロセスはシンプルで効率的です。
- きれいなはんだごての先端に少量のはんだをつけて(ティン付け)、熱伝達を改善します。
- 部品のリードと回路基板のパッドが接する点にはんだごてを当てます。
- 熱が接合部の両方の部分に伝わるまで1〜2秒待ちます。
- はんだごての反対側から、接合部にはんだを導入します。すぐに溶けて流れ出すはずです。
柱 3:適切な量のはんだを使用する
初心者がよく犯す間違いは、はんだを使いすぎることです。これにより、隣接する接続部をショートさせる危険性のある大きな塊ができてしまいます。
きれいで凹状のフィレットを形成するのに十分なはんだだけで十分です。接合部が適切に濡れてフィレットが形成されたら、それ以上はんだを供給せず、はんだごてを離します。プロセス全体で3〜5秒しかかからないはずです。
一般的な落とし穴とその回避方法
正しい知識があってもミスは起こります。それらを認識することが、修正と予防への第一歩です。
コールドジョイント
これは最も一般的な故障で、はんだを適用する前に接合部を十分に加熱しなかったことが原因です。修正方法は再フローです。少量のフラックスを適用し、はんだごてで接合部を正しく加熱し、既存のはんだが接続部を適切に濡らすようにします。
パッドの剥がれ(熱の与えすぎ)
反対の問題は、熱をかけすぎたり、圧力をかけすぎたりすることです。これにより、銅パッドを基板に固定している接着剤が弱まり、パッドが剥がれる可能性があります。
効率的であることが重要です。数秒ではんだが流れない場合は、はんだごてを離し、接合部を冷ましてから再評価してください。問題は清浄度(フラックスを追加)または熱伝達の悪さである可能性が高いです。
はんだブリッジ
これは、余分なはんだが誤って隣接する2つの点を接続し、ショート回路を引き起こす場合に発生します。これは通常、はんだを使いすぎたか、はんだごてをピンの上で引きずったことが原因です。
ブリッジを修正するには、フラックスを適用し、はんだ吸取線(デソルダリングブレイド)を使用して余分なはんだを吸収します。
目的に合った正しい選択をする
この核となる知識を特定の意図をもって適用することで、結果を劇的に向上させることができます。
- 基本的な学習が主な焦点の場合: 筋肉の記憶になるまで、「接合部を熱する」テクニックの習得にのみ集中してください。
- 故障した電子機器の修理が主な焦点の場合: まずコールドジョイントを疑ってください。フラックスを適用し、パッドとリードを一緒に適切に加熱してから、はんだごてを離すことで再フローさせます。
- プロレベルの信頼性の達成が主な焦点の場合: 三つの柱を統合します。完璧な清浄度から始め、完璧な熱伝達を実行し、きれいで凹状のフィレットを形成するのに必要な最小限のはんだ量のみを使用します。
この一つの基礎的なルールを習得することが、回路が動作することを「願う」ことと、動作することを「知っている」こととの違いを生みます。
要約表:
| 側面 | 良好な接合部(ルールに従う) | 不良な接合部(ルールを破る) |
|---|---|---|
| 外観 | 光沢があり滑らか、凹状のフィレット | くすんでいて、でこぼこ、凸状(ボール状) |
| 強度 | 強力で信頼性の高い金属学的結合 | 脆く、信頼性の低い接続 |
| 電気伝導性 | 優れている | 不良、しばしば間欠的 |
| 一般的な原因 | まずパッドとリードを加熱する | はんだを直接はんだごてに当てる |
適切なツールで完璧な結果を達成する
はんだ付けの最重要ルールを習得することは不可欠ですが、適切な機器を持っていることがすべてを変えます。あなたが基礎を学ぶ学生であろうと、修理を行う技術者であろうと、プロレベルの電子機器を製造するエンジニアであろうと、KINTEKはあなたが必要とする精密機器を提供します。
KINTEKは、実験室機器と消耗品を専門とし、お客様のあらゆる実験室および電子ワークショップのニーズに対応します。信頼性の高いはんだ付けステーションや高品質のはんだから、フラックスやはんだ吸取線などの必須アクセサリーまで、毎回完璧で耐久性のある接続を作成するのに役立つ信頼性の高い製品を提供します。
はんだ付け作業のレベルアップの準備はできましたか? 今すぐ専門家にご連絡いただき、特定のプロジェクトに最適なソリューションを見つけ、電子アセンブリが長持ちするようにしてください。
ビジュアルガイド
