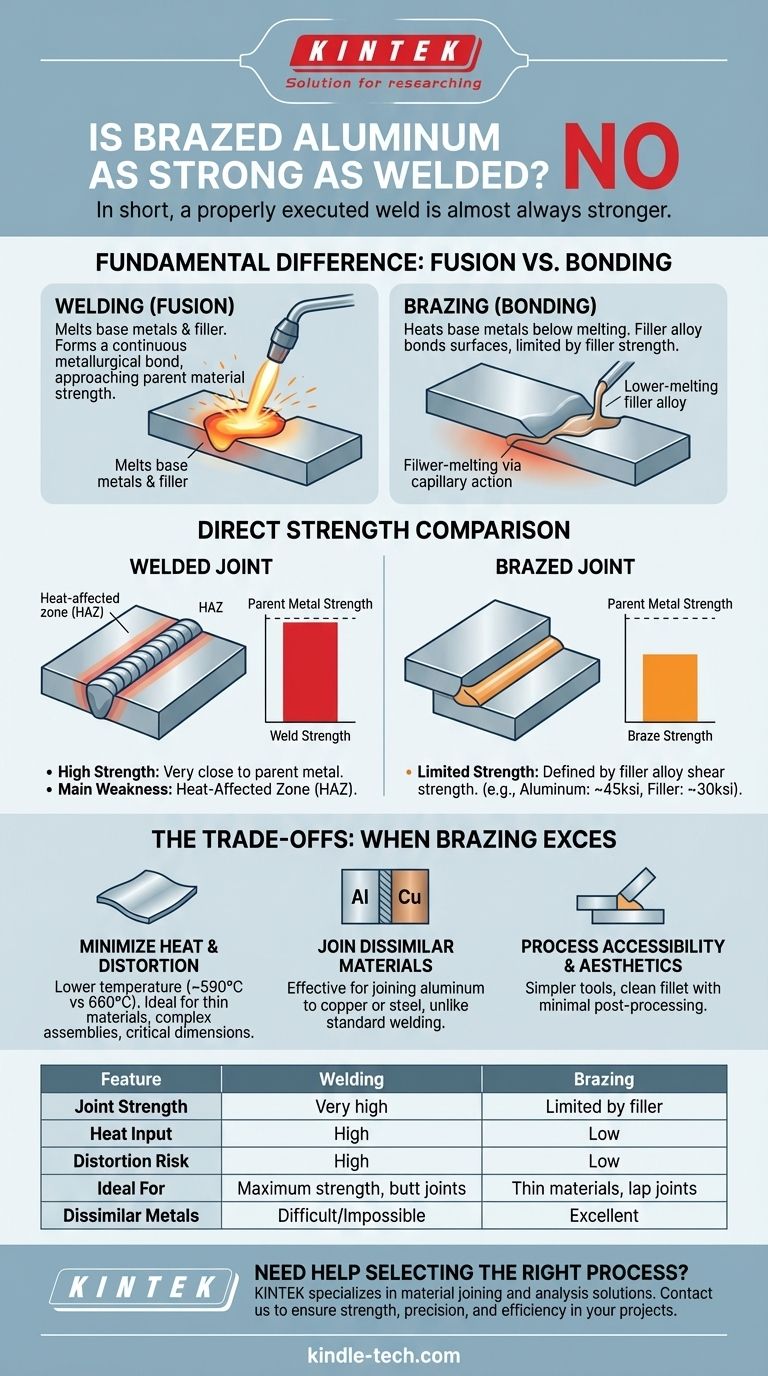
端的に言えば、違います。適切に実行されたアルミニウム溶接は、ろう付けされたアルミニウム接合よりもほぼ常に強力です。溶接は母材を融合させ、母材自体の強度に匹敵する連続的な冶金結合を形成します。対照的に、ろう付けは融点が低いフィラーメタルを使用して部品を接合するため、接合部の最終的な強度は、より弱いフィラー合金の強度によって制限されます。
アルミニウムの溶接とろう付けの選択は、「どちらがより強いか」という単純な問題ではありません。それは戦略的なエンジニアリングの決定です。溶接は最大の接合強度を提供しますが、ろう付けは熱による歪みの制御に優れているため、薄い材料、複雑なアセンブリ、異種金属の接合にはより良い選択肢となります。
根本的な違い:融解 対 接着
強度差を理解するには、まず2つのプロセスの核心的な違いを理解する必要があります。それらは全く異なる原理で機能します。
溶接の仕組み
溶接は融合のプロセスです。TIGトーチなどの高温源を使用して、アルミニウム母材の端面と適合するフィラーロッドを一緒に溶かします。この溶融プールが凝固し、単一の連続した金属片を形成します。目標は、事実上、元の材料の一部となる均質な接合部を作ることです。
ろう付けの仕組み
ろう付けは、微視的なレベルでの接着のプロセスです。母材を融点未満の温度に加熱しながら、接合部に特殊なろう付けフィラー合金を溶かし込みます。この溶融したフィラーは、毛細管現象によって密接に嵌合した表面間に引き込まれ、冷却すると強力な接着接続が形成されます。母材は決して溶かされません。
直接的な強度比較
最終的な接合部の強度は、使用されるプロセスと関与する材料によって決まります。
溶接接合部の強度
高品質のアルミニウム溶接は、母材の強度に非常に近い強度を達成できます。主な弱点は、溶接の周囲の母材領域で、加熱されたが溶けていない領域である熱影響部(HAZ)です。この領域では、熱がアルミニウムの焼き戻し状態を変化させ、未影響の母材と比較して強度がわずかに低下する可能性があります。
ろう付け接合部の強度
ろう付け接合部の強度は、ろう付けフィラー合金のせん断強度によって制限されます。アルミニウムの場合、これらのフィラー合金は本質的にほとんどの構造用アルミニウム合金よりも弱いです。例えば、一般的な6061-T6アルミニウム合金の引張強度は約45,000 psiであるのに対し、アルミニウム-シリコンろう付けフィラーの強度は30,000 psiに近い場合があります。
接合部設計の重要な役割
この違いが、接合部をどのように設計すべきかを決定します。溶接は、2つの部品を端と端に配置する突き合わせ継手(バットジョイント)に効果的です。ろう付けは、フィラーメタルが接合するための表面積を最大化する重ね継手(ラップジョイント)またはスリーブジョイントでは、著しく強力になります。これにより、力は引張応力から広い面積にわたるせん断応力に変わり、ろう付けの強みが活かされます。
トレードオフの理解:ろう付けが優れた選択肢となる場合
溶接の方が強いのに、なぜ誰もアルミニウムをろう付けするのでしょうか?それは、多くの場合、最大の強度が唯一の、あるいは最も重要な要因ではないからです。
熱と歪みの最小化
これがろう付けの最も重要な利点です。アルミニウムの融点は約1220°F (660°C)ですが、アルミニウムのろう付けは約1100°F (590°C)で行われます。このより低い温度により、反りや歪みのリスクが大幅に低減され、薄ゲージの板金、チューブ、寸法の安定性が重要な複雑なアセンブリにとって理想的な選択肢となります。
異種材料の接合
ろう付けは、アルミニウムを銅や鋼などの他の金属に接合するのに非常に効果的です。標準的な溶接プロセスでは、融点と冶金の大きな違いがあるため、これを行うことはできません。これにより、熱交換器やエアコンコイルなどの部品の製造において、ろう付けが不可欠となります。
プロセスのアクセス性と美観
アルミニウムのTIG溶接には高度なスキルと高価なAC対応機器が必要ですが、トーチろう付けははるかにシンプルで安価なツールで行うことができます。さらに、適切に実行されたろう付け接合部は非常にきれいで整ったフィレットを生成し、溶接ビードとは異なり、多くの場合、後処理や研削を必要としません。
アプリケーションに最適な選択を行う
正しい方法を選択するには、プロジェクトの最も重要な優先事項を定義する必要があります。
- 最大の構造強度と耐荷重能力が主な焦点である場合: より強力で均質な接合部を形成し、より高い応力に対処できる溶接を選択してください。
- 薄い材料や複雑な形状での歪みの最小化が主な焦点である場合: 低い熱入力と優れた寸法制御のためにろう付けを選択してください。
- アルミニウムを別の金属(銅など)に接合することが主な焦点である場合: ろう付けが唯一実行可能で効果的なオプションです。
- 最小限の仕上げでクリーンな接合部を作成することが主な焦点である場合: ろう付けは、さらなる作業なしに使用できる、よりきれいな結果をもたらすことがよくあります。
最終的に、これらの根本的な違いを理解することで、単なる接続ではなく、特定のエンジニアリング目標に合ったパフォーマンスを提供するプロセスを選択できるようになります。

要約表:
| 特徴 | 溶接 | ろう付け |
|---|---|---|
| 接合強度 | 非常に高い(母材に匹敵) | フィラー合金の強度によって制限される |
| 熱入力 | 高い(母材を溶かす) | 低い(母材は溶かさない) |
| 歪みのリスク | 高い | 低い |
| 最適 | 最大の強度、突き合わせ継手 | 薄い材料、複雑な形状、重ね継手 |
| 異種金属 | 困難または不可能 | 優れている(例:アルミニウムと銅) |
アプリケーションに最適なアルミニウム接合プロセスを選択するのにサポートが必要ですか? KINTEKは、材料接合と分析のためのソリューションを含む、高度な実験装置と消耗品の提供を専門としています。当社の専門家は、プロジェクトの強度、精度、効率を確保するために最適な方法を選択するお手伝いをいたします。お客様の特定のニーズについて今すぐお問い合わせいただき、KINTEKがお客様の研究所の成功をどのようにサポートできるかをご確認ください!
ビジュアルガイド