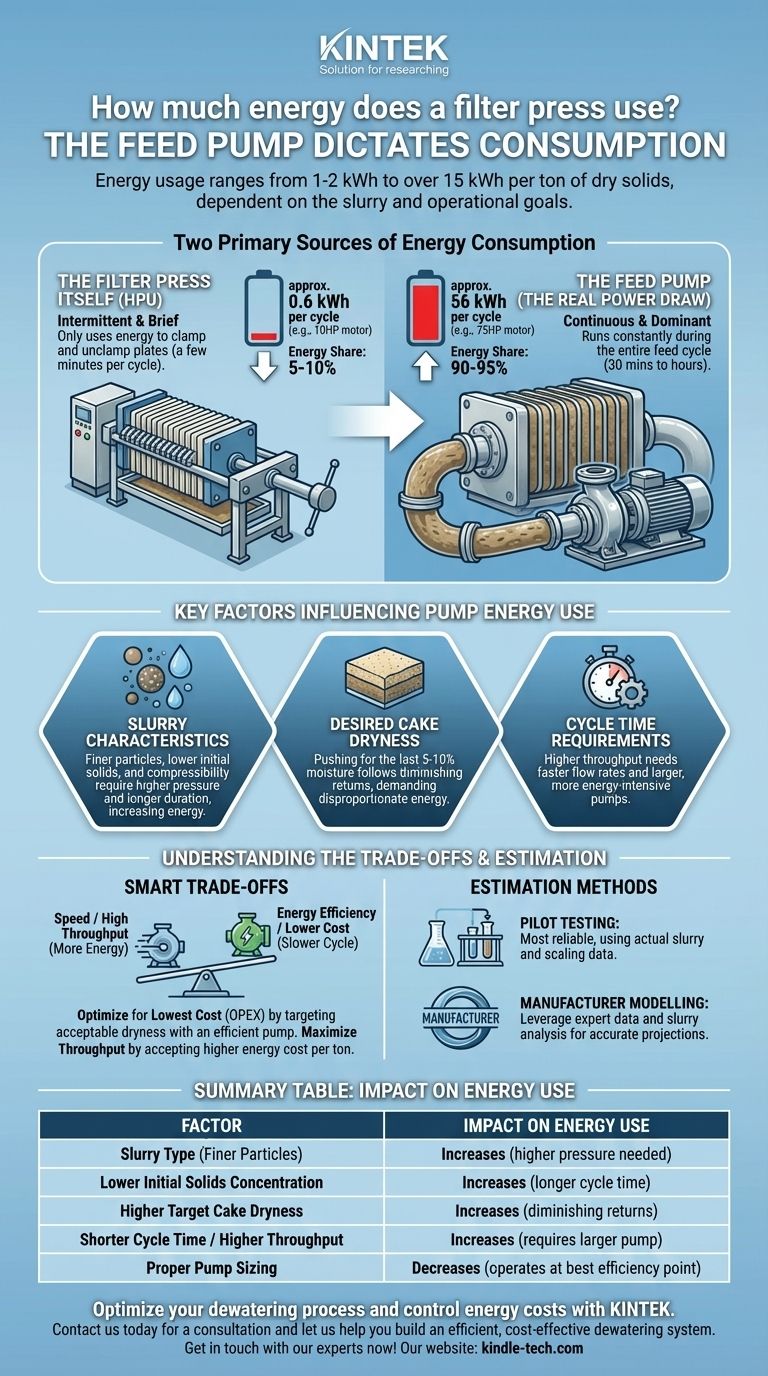
フィルタープレスのエネルギー消費量は大きく変動しますが、その大部分はプレス自体ではなく、供給ポンプによって決定されます。完全な脱水システムのエネルギー使用量は、脱水されるスラリーと運転目標によって異なりますが、処理される乾燥固形物1トンあたり1〜2 kWhから15 kWhを超える範囲になります。
重要な点は、フィルタープレス自体は比較的低エネルギーの装置であるということです。フィルタープレスサイクルで消費される全エネルギーの約90〜95%は、液体をフィルター媒体に通すための供給ポンプに使用されるため、ポンプの選定と運転パラメータがエネルギーコスト管理において最も重要な要素となります。
エネルギー消費の2つの主要な発生源
エネルギー使用量を理解するには、システムを2つの主要な構成要素、つまりフィルタープレスユニットと供給ポンプシステムに分ける必要があります。これらは異なる機能を果たし、エネルギープロファイルは大きく異なります。
フィルタープレス本体(油圧ユニット)
フィルタープレスの構造がエネルギーを必要とするのは、主に1つのタスクのためです。それは、漏れのないシールを形成するために、フィルタープレートを非常に大きな力で締め付けることです。
これは、油圧ポンプを駆動する電動モーターで構成される油圧ユニット(HPU)によって行われます。このシステムのエネルギー消費は断続的かつ短時間です。サイクル開始時にプレスを閉じて締め付けるために数分間、終了時に開けるために数秒間だけ作動します。長い濾過(供給)およびエアブロー/乾燥段階では、HPUモーターは停止しています。
供給ポンプ(真の消費電力源)
供給ポンプは脱水プロセスの主力であり、システムの主要なエネルギー消費源です。その役割は、スラリーを貯留槽からフィルタープレスのチャンバーに送り込み、フィルター布と固形物のケーキの抵抗に打ち勝つために圧力を発生させることです。
このプロセスは、30分から数時間続く供給サイクル全体で継続的に行われます。ポンプモーターはこの期間中ずっと作動し、そのエネルギー消費量は、スラリーを効果的に脱水するために必要な圧力と流量に直接関係します。

ポンプのエネルギー使用量に影響を与える主要因
問題は「フィルタープレスはどれくらいのエネルギーを消費するか」ではなく、「私の特定のスラリーを私の望む仕様に脱水するにはどれくらいのエネルギーが必要か」です。答えはいくつかの変数に依存します。
スラリーの特性
スラリーの性質は最も重要な要因です。脱水が困難なスラリーは、より長い時間にわたってより高い圧力が必要となり、エネルギー使用量が増加します。主な特性には以下が含まれます。
- 粒子サイズ: より細かい粒子(粘土、顔料)は、非常に高い圧力で脱水する必要がある、高密度で浸透性の低いフィルターケーキを形成します。粗い粒子(砂、石炭微粉)はより浸透性の高いケーキを形成し、必要なエネルギーは少なくなります。
- 固形分濃度: スラリーが非常に希薄である場合、顕著な圧力がかかり始める前にプレスチャンバーを満たすためだけに、ポンプはより多くの水を送るために長く作動する必要があります。
- 圧縮性: 一部の固形物は圧力下で変形し、フィルター媒体を目詰まりさせ、ろ液の流れを継続するためにより高い圧力を要求します。
目標とするケーキの乾燥度
フィルターケーキから最後の5〜10%の水分を絞り出すことは、投資収益率が低下する法則に従います。これは、サイクルごとに消費されるエネルギーを指数関数的に増加させる、最大圧力下での不釣り合いな時間が必要になる可能性があります。重要な運転上の決定は、下流のプロセスのニーズとエネルギーコストのバランスをとるために、「十分に良い」ケーキ乾燥度を決定することです。
サイクル時間の要件
迅速に大量のスラリーを処理する必要がある場合、より高い流量が必要になります。これには、より強力でエネルギーを多く消費するポンプが必要です。より小さく、より緩やかな脱水サイクルは、処理される固形物1トンあたりのエネルギー効率がほぼ常に高くなりますが、これはスループットの低下を伴います。
トレードオフの理解
フィルタープレスの運転を最適化することは、バランスを取る作業です。本質的なトレードオフを理解することは、健全なエンジニアリングおよび財務上の決定を下すために不可欠です。
速度 対 エネルギー効率
サイクル時間とエネルギー効率の間には直接的なトレードオフがあります。ポンプを最大定格流量と圧力で運転すると最速のサイクルが達成されますが、ポンプは最大出力よりも低い点で運転されているときが最も効率的であることがよくあります。より長く、より遅い供給サイクルは、固形物1トンあたりの消費電力を大幅に削減できます。
ケーキの乾燥度 対 エネルギーコスト
エネルギーを30%削減することで達成できる75%の乾燥度で十分なのに、78%の乾燥度が不可欠でしょうか?答えは、ケーキが次にどうなるかに完全に依存します。もしそれが重量に基づいて料金を支払う埋立地に送られるのであれば、余分な乾燥度はエネルギーコストに見合うかもしれません。もしそれが熱乾燥機に供給されるのであれば、プレスで節約されたエネルギーは単に乾燥機で費やされることになるかもしれません。
誤ったサイジングの隠れたコスト
ポンプの選定は、最大圧力を満たすことだけではありません。能力不足のポンプは目標圧力に達するのに苦労し、過度に長いサイクルと非効率な運転につながります。逆に、過度に大きなポンプは、目標サイクル時間を達成したとしても、最適な効率点から大きく外れて運転され、エネルギーを浪費します。
エネルギー消費量の推定方法
普遍的な正確な数値は不可能ですが、特定のアプリケーションに対して正確な推定値を導き出すことができます。
パイロットテストの重要性
エネルギー消費量を決定する最も信頼できる方法は、実際のスラリーを使用してパイロットテストを実施することです。小規模なフィルタープレスを使用することで、エンジニアは必要な圧力とサイクル時間を測定し、そのデータをフルサイズのシステムに正確にスケーリングして、予測されるエネルギー使用量を計算できます。
メーカーとの連携
粒子サイズ分布、pH、化学組成、固形分パーセントを含む包括的なスラリー分析をベンダーに提供してください。経験豊富なメーカーは、このデータと社内のデータベースを使用して脱水プロセスをモデル化し、必要なポンプサイズと予想されるエネルギー消費量の強力な推定値を提供できます。
経験則の例
エネルギーの格差を説明するために、中規模のシステムを考えてみましょう。
- プレスHPU: 10馬力のモーターが5分間作動(締め付けのため)すると、サイクルあたり約0.6 kWhを消費します。
- 供給ポンプ: 75馬力のモーターが60分の供給サイクルで作動すると、サイクルあたり約56 kWhを消費します。
この単純化された例では、ポンプが単一のサイクルでプレス自体よりもほぼ100倍多くのエネルギーを消費することを示しています。
目標に合った正しい選択をする
あなたの運転上の優先順位が、エネルギー消費量を管理するためのアプローチを決定します。
- 主な焦点が運転コスト(OPEX)の最小化である場合: 受け入れ可能な最低限のケーキ乾燥度を目標とし、サイクル時間がわずかに長くなるとしても、最適な効率点で運転するために適切にサイジングされたポンプを使用します。
- 主な焦点がスループットの最大化である場合: 固形物1トンあたりのエネルギーコストが高くなることを受け入れる必要があります。これは、速いサイクル時間を達成するために必要な、より大きく、より強力なポンプの代償です。
- 主な焦点が新しいシステムの選定である場合: パイロットテストの段階を省略してはいけません。このデータは、正確に設計されたシステムの基礎となり、将来の光熱費における高額な驚きを防ぎます。
結局のところ、エネルギー使用量を推進する要因を理解することで、プロセスを制御し、そのパフォーマンスを特定のビジネス目標と一致させることができます。
要約表:
| 要因 | エネルギー使用量への影響 |
|---|---|
| スラリーの種類(より細かい粒子) | 増加(より高い圧力が必要) |
| 初期固形分濃度が低い | 増加(サイクル時間が長くなる) |
| 目標とするケーキの乾燥度が高い | 増加(投資収益率の低下) |
| サイクル時間が短い / スループットが高い | 増加(より大きなポンプが必要) |
| 適切なポンプサイジング | 減少(最適な効率点で運転) |
KINTEKで脱水プロセスを最適化し、エネルギーコストを管理しましょう。
特定の Сラリーのエネルギー要件についてご不明ですか?当社の専門家は、脱水プロセスをモデル化し、スループット、ケーキの乾燥度、運転コストのバランスをとるために適切な機器を選択するお手伝いをします。当社は、お客様の研究室固有のニーズに合わせたソリューションを提供するため、ラボ機器と消耗品を専門としています。
効率的で費用対効果の高い脱水システムを構築するために、今すぐご相談ください。
ビジュアルガイド
関連製品
- 実験用ろ過用油圧ダイヤフラム式ラボフィルタープレス
- 実験室用油圧ペレットプレス(XRF KBR FTIR実験室用途)
- ラボラトリー油圧プレス 分割式電動ラボペレットプレス
- 手動等方圧プレス機 CIPペレットプレス
- ラボ用加熱プレート付き自動高温加熱油圧プレス機


















