アニーリング炉の温度は単一の値ではなく、処理する材料に完全に依存する正確な目標値です。例えば、鋼は通常815~915℃(1500~1675°F)でアニーリングされますが、アルミニウムははるかに低い345~415℃(650~775°F)を必要とし、ガラスは約540℃(1000°F)でアニーリングされます。適切な温度は、材料固有の内部構造とアニーリングプロセスの特定の目的に基づいて決定されます。
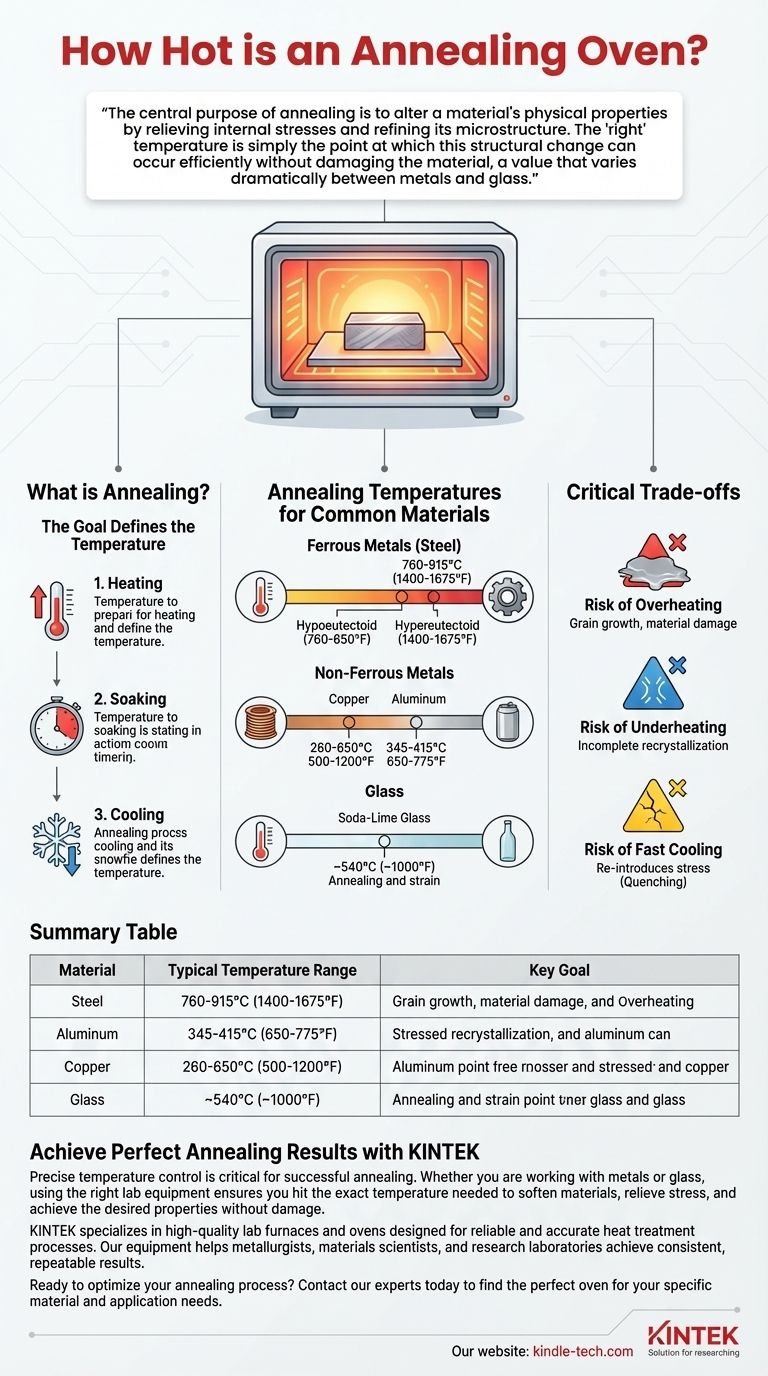
アニーリングの主な目的は、内部応力を解放し、微細構造を洗練することにより、材料の物理的特性を変化させることです。適切な温度とは、材料を損傷することなくこの構造変化が効率的に起こる点であり、金属とガラスではこの値が劇的に異なります。
アニーリングとは?目的が温度を決定する
アニーリングは、材料をより柔らかく、より展性があり(成形しやすく)、脆くなくするために使用される熱処理プロセスです。これは、材料を特定の温度まで加熱し、その温度で一定時間保持した後、ゆっくりと冷却することによって達成されます。
アニーリングの目的
主な目的は、硬化、鋳造、または冷間加工(室温で金属を成形すること)などのプロセスの影響を元に戻すことです。これらのプロセスは、材料の結晶格子内に応力と転位を生じさせ、材料を硬く脆くします。
アニーリングは、材料内の原子がより秩序だった応力のない状態に再配列できるようにすることで、これを逆転させます。このプロセスは再結晶として知られています。
プロセスの3つの段階
すべてのアニーリングサイクルは3つの重要な段階で構成されており、それぞれの段階で温度制御が最も重要です。
- 加熱: 部品全体に均一な温度を確保するために、材料を目標のアニーリング温度までゆっくりと加熱します。
- 保持(ソーキング): この温度で材料を特定の時間保持します。これにより、内部の微細構造が完全に変化し、蓄積された応力が解放されます。
- 冷却: 材料を非常にゆっくりと制御された速度で冷却します。新しい応力の発生を防ぐために、徐冷は不可欠です。
一般的な材料のアニーリング温度
アニーリングは特定の微細構造の変化を対象とするため、必要な温度は材料の組成に根本的に結びついています。
鉄系金属(鋼)
炭素鋼の場合、アニーリング温度は結晶構造が変化する点である上部臨界温度(A3またはAcm)によって決定されます。目標は、この点を超えて鋼を加熱し、結晶粒構造を完全に洗練させることです。
- 低炭素鋼(炭素含有量<0.77%): 約815~915℃(1500~1675°F)でアニーリングされます。
- 高炭素鋼(炭素含有量>0.77%): やや低い760~840℃(1400~1550°F)の範囲でアニーリングされます。
非鉄金属(銅、アルミニウム)
これらの金属は鋼と同じ相変態を起こしません。この場合、アニーリングは単に再結晶温度に達するだけでよく、これは多くの場合、はるかに低くなります。
- 銅: 合金や冷間加工の度合いに応じて、通常260~650℃(500~1200°F)でアニーリングされます。
- アルミニウム: 345~415℃(650~775°F)で完全にアニーリングされます。
ガラス
ガラスのアニーリングは根本的に異なります。目標は成形のために柔らかくすることではなく、初期の冷却中に発生した巨大な内部応力を解放することです。
ガラスはアニーリング点まで加熱されます。これは、分子構造が緩和するのに十分な柔らかさになる温度です。一般的なソーダ石灰ガラスの場合、これは約540℃(1000°F)です。その後、歪み点(約510℃/950°F)を通過するまで非常にゆっくりと冷却されます。歪み点以下では、応力を解放できなくなります。
重要なトレードオフの理解
間違った温度や冷却速度を選択すると、プロセス全体が無駄になるか、材料を損傷する可能性さえあります。
過熱のリスク
材料を目標温度よりはるかに高く加熱すると、望ましくない結晶粒の粗大化を引き起こす可能性があります。これにより、金属は弱くなり、脆くなる可能性があり、アニーリングの目的が損なわれます。極端な場合には、材料を溶かす危険性があります。
過少加熱のリスク
材料が完全なアニーリング温度に達しない場合、再結晶が不完全になります。内部応力が完全に解放されず、材料は望ましい柔らかさと延性を達成できません。
徐冷の重要性
急速な冷却はアニーリングの敵です。急速な冷却は材料に再び応力を導入します。これは焼き入れまたは焼き戻しとして知られるプロセスです。アニーリングを成功させるためには、材料をゆっくりと均一に冷却する必要があります。多くの場合、電源を切った炉の中に入れたままにしておきます。
目標への適用方法
正しいアニーリング温度は、材料と目的とする結果の直接的な関数です。
- 硬化鋼を機械加工可能にすることに主な焦点を当てている場合: 完全な構造リセットを達成するために、鋼をその上部臨界温度(例:約870℃/1600°F)を超えて加熱する必要があります。
- 冷間加工された銅や真鍮を柔らかくすることに主な焦点を当てている場合: さらなる成形を行う前に応力を解放するために、その低い再結晶温度(例:約480℃/900°F)に達するだけで十分です。
- ガラス製品のひび割れを防ぐことに主な焦点を当てている場合: 特定のアニーリング点(ソーダ石灰ガラスの場合は約540℃/1000°F)まで加熱し、その後、非常にゆっくりとした制御された冷却ランプを実施する必要があります。
結局のところ、アニーリングを習得することは、温度が材料の基本的な内部構造を制御するために使用するツールであることを理解することから始まります。
要約表:
| 材料 | 一般的なアニーリング温度範囲 | 主な目的 |
|---|---|---|
| 鋼 | 815-915°C (1500-1675°F) | 応力の解放、機械加工のための軟化 |
| アルミニウム | 345-415°C (650-775°F) | 冷間加工された材料の軟化 |
| 銅 | 260-650°C (500-1200°F) | 再結晶と応力の解放 |
| ガラス | ~540°C (~1000°F) | ひび割れを防ぐための内部応力の解放 |
KINTEKで完璧なアニーリング結果を実現
正確な温度制御は、アニーリングを成功させるために不可欠です。金属を扱う場合でもガラスを扱う場合でも、適切な実験装置を使用することで、材料を軟化させ、応力を解放し、損傷を与えることなく目的の特性を達成するために必要な正確な温度に到達できます。
KINTEKは、信頼性が高く正確な熱処理プロセス向けに設計された高品質のラボ用電気炉とオーブンを専門としています。当社の装置は、冶金学者、材料科学者、研究室が安定した再現性のある結果を達成するのに役立ちます。
アニーリングプロセスの最適化の準備はできましたか? 当社の専門家に今すぐお問い合わせいただき、特定の材料と用途のニーズに最適なオーブンを見つけてください。
ビジュアルガイド
関連製品
- 制御窒素不活性水素雰囲気炉
- セラミックファイバーライニング付き真空熱処理炉
- 実験室用脱脂・予備焼結用高温マッフル炉
- 実験室マッフル炉 底部昇降式マッフル炉
- トランス付きチェアサイド用歯科用ポーセリンジルコニア焼結セラミックファーネス







